




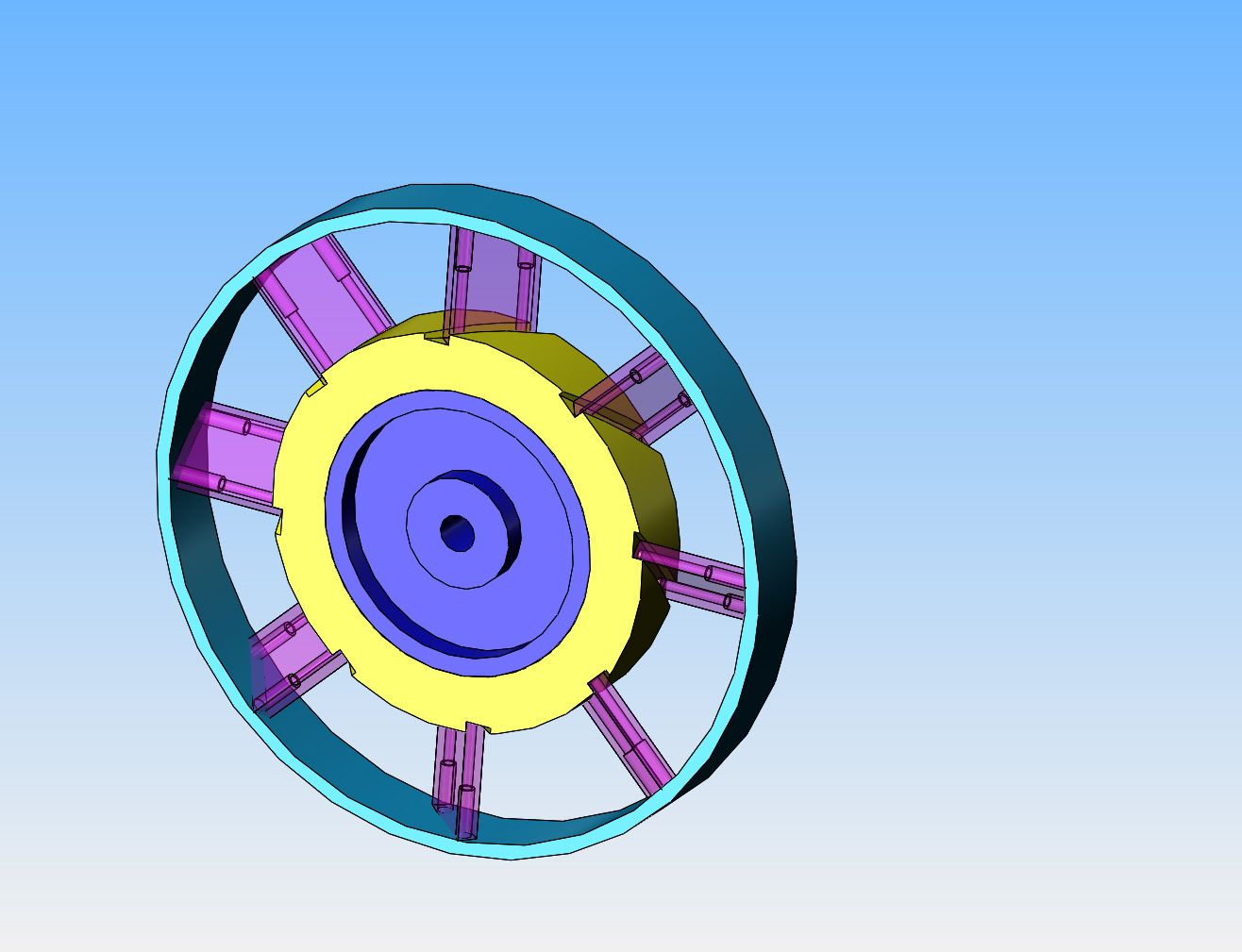
This vaned flywheel is getting more and more interesting. I'm kind of making it up as I go along. I'm pretty sure I can set the rotary table at 45 degrees to the long axis of the table, mount the bronze ring on the 3 jaw chuck holding it from the inside and using a 3/16" endmill run the table back and forth in X axis to cut the slots 3/16" wide x 1/8" deep. Then drill and tap the two #2-56 holes in the bottom of the slot.--Then rotate the rotary table 45 degrees and repeat---eight times in total. The vanes would be from 3/16" x 7/8" flatbar, drilled and counterbored for #2-56 socket head capscrews. The end of the flatbar closest to the center would just be a flat 90 degree cut. The cut at the other end however, will take on a strange twisted shape if it is going to be full contact with the inside of the outer rim. They will be brass, so MAYBE I can cut them .050" long, then bolt them to the bronze hub, press in the center, and then take a skim cut on the outer ends of the flatbar with the lathe to bring them down to final size.







")



