- Joined
- Jun 24, 2010
- Messages
- 2,402
- Reaction score
- 943
Intro
I’ve been working on this radial engine on & off for <ahem> more than a few years now. You may have seen some of my prior questions or random posts scattered elsewhere on the forum. Progress has been pretty slow with the usual factors - time constraints, distractions & learn-as-you go snail’s pace. I also had a few unwelcome interruptions with my machines. The drive train on my ’97 Taiwan 14x40 lathe developed problems which took some time to source parts & repair. Then shortly thereafter my same vintage RF-45 mill gearbox decided it wasn’t happy with the world. Ultimately I decided to upgrade the mill but that required some shop shuffling & electrical work.
Anyway, rolling time forward to present day, I might actually be on the home stretch. So I figure it’s a good time to post my prior construction journey and transition into present day work so it will appear as a normal, continuous construction exercise. Actually, looking back at some of my pictures & notes leaves me wondering what I actually did myself, so this documentation exercise will benefit me as well.
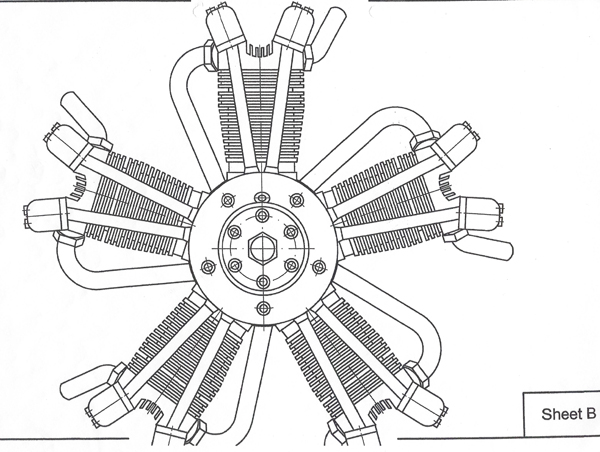
I really wanted to build a radial and avoid castings to mess up, so 5 cylinders is kind of the minimum order, at least of the more common radial plans available. The Ohrndorf seemed well designed from my amateur comparisons to other 5-cyl radials. Nothing stood out as radical or unconventional. There is a YouTube video of it running. Hard to tell, but possibly it is an early prototype. I liked the overall proportions & some aesthetic features. Anyways, it ticked most of the boxes for me at the time.
Experience wise, this is my first engine. I’d made a few prior metalworking gadgets, but nothing remotely close to this level. I decided to attempt a single cylinder assembly prototype and if that turned out OK, then I’d carry on with the rest of the engine. The engine has yet to run, so we’ll ultimately see if that path was the right decision. Wish me luck!
I’ve been working on this radial engine on & off for <ahem> more than a few years now. You may have seen some of my prior questions or random posts scattered elsewhere on the forum. Progress has been pretty slow with the usual factors - time constraints, distractions & learn-as-you go snail’s pace. I also had a few unwelcome interruptions with my machines. The drive train on my ’97 Taiwan 14x40 lathe developed problems which took some time to source parts & repair. Then shortly thereafter my same vintage RF-45 mill gearbox decided it wasn’t happy with the world. Ultimately I decided to upgrade the mill but that required some shop shuffling & electrical work.
Anyway, rolling time forward to present day, I might actually be on the home stretch. So I figure it’s a good time to post my prior construction journey and transition into present day work so it will appear as a normal, continuous construction exercise. Actually, looking back at some of my pictures & notes leaves me wondering what I actually did myself, so this documentation exercise will benefit me as well.
I really wanted to build a radial and avoid castings to mess up, so 5 cylinders is kind of the minimum order, at least of the more common radial plans available. The Ohrndorf seemed well designed from my amateur comparisons to other 5-cyl radials. Nothing stood out as radical or unconventional. There is a YouTube video of it running. Hard to tell, but possibly it is an early prototype. I liked the overall proportions & some aesthetic features. Anyways, it ticked most of the boxes for me at the time.
Experience wise, this is my first engine. I’d made a few prior metalworking gadgets, but nothing remotely close to this level. I decided to attempt a single cylinder assembly prototype and if that turned out OK, then I’d carry on with the rest of the engine. The engine has yet to run, so we’ll ultimately see if that path was the right decision. Wish me luck!