




hey there. here are some mods i made to my machines. i have had my mini mill for a year now and have done a mod or two. i have had my mini lathe for a week. here are the mods i have done to each one.
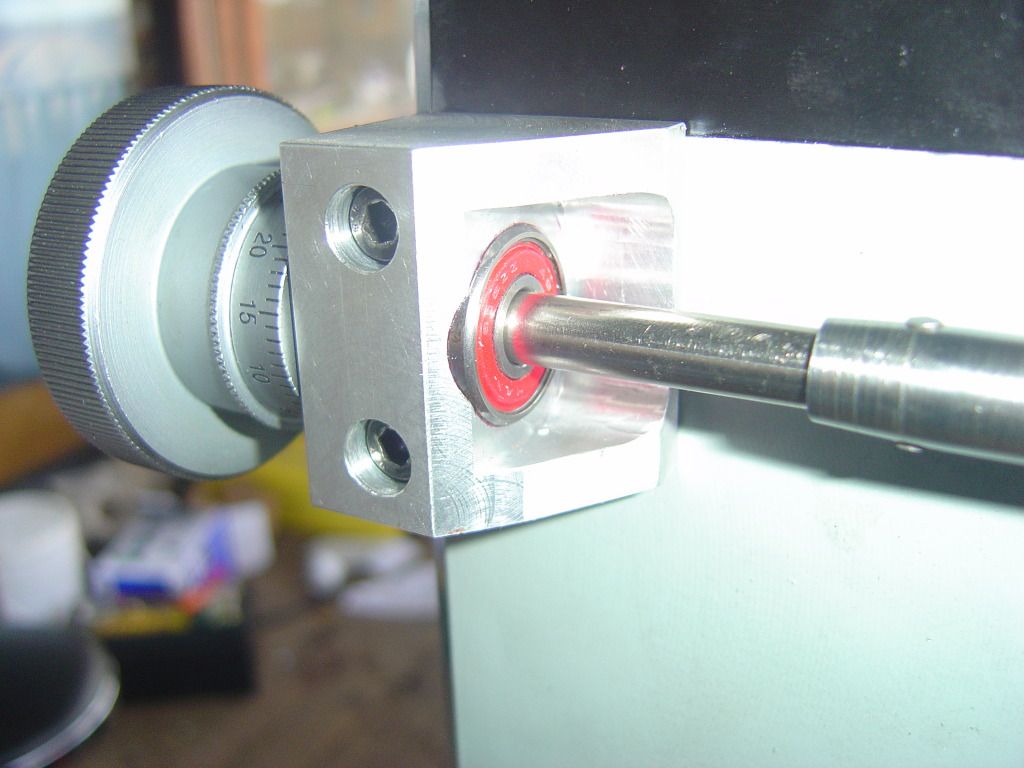
first is my mill. i have added a Z axis "DRO", and added a ball bearing supported shaft for the z axis feed.


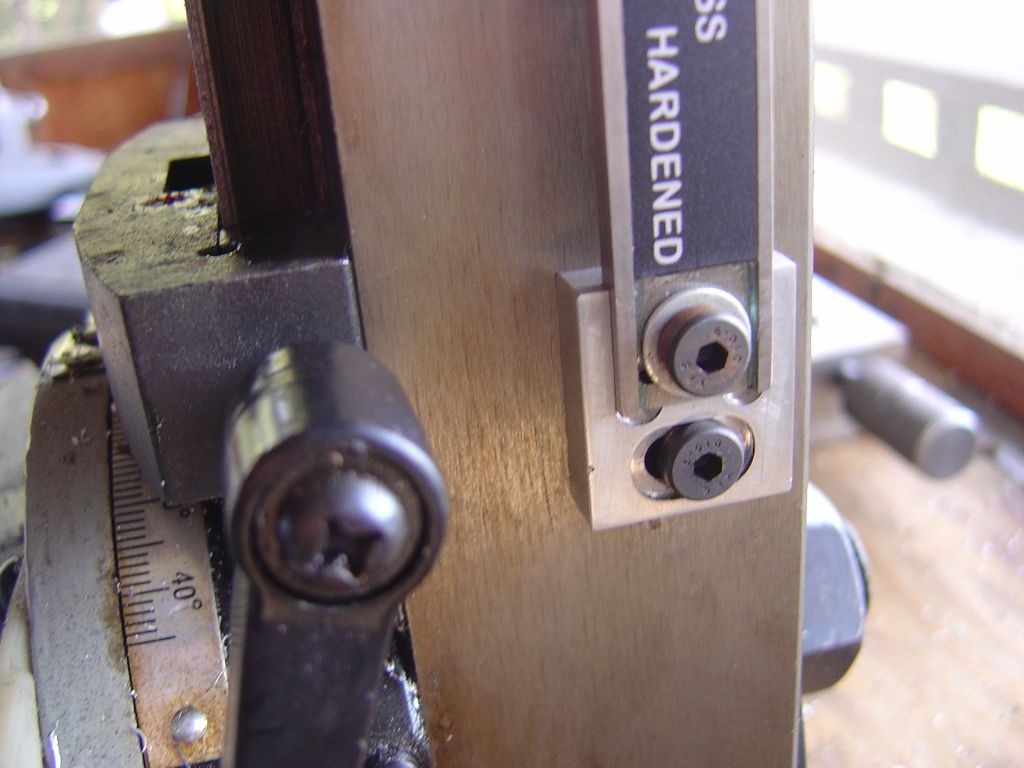
here are pix of the upper and lower mounts for the readout. one has side to side adjustment, and the other has up/down adjustment, so i dont have to drill holes in an exact location for it to work.

this mod to the spring shaft lets the readout sit closer to the mill column.

lathe mods:
replaced lame washers with a milled plate to retain half nut gib.
it has a step machined in it so i can tighten the screws and still have the gib be a sliding fit, so the adjustment screws actually work correctly.
before:

after:

a pic of the actual plate.

made swiveling handles for the cross slide and compound.
they are knurled to look cool and have a little grip to them.



next i plan to make some nice handles for my mill and make a carriage lock for the lathe.
first is my mill. i have added a Z axis "DRO", and added a ball bearing supported shaft for the z axis feed.



here are pix of the upper and lower mounts for the readout. one has side to side adjustment, and the other has up/down adjustment, so i dont have to drill holes in an exact location for it to work.


this mod to the spring shaft lets the readout sit closer to the mill column.

lathe mods:
replaced lame washers with a milled plate to retain half nut gib.
it has a step machined in it so i can tighten the screws and still have the gib be a sliding fit, so the adjustment screws actually work correctly.
before:

after:

a pic of the actual plate.

made swiveling handles for the cross slide and compound.
they are knurled to look cool and have a little grip to them.



next i plan to make some nice handles for my mill and make a carriage lock for the lathe.
 even tho it doesn't really matter on the half nuts. the lever seems smoother tho.
even tho it doesn't really matter on the half nuts. the lever seems smoother tho.

























