Folks, if you thought it was a no-no to part off without tailstock, wait until you see this next crazy stunt. We're going to turn with the parting off blade!
The con rod has three diameters to be turned:
- "Big End" is 0.250"
- "Little End" is 0.188"
- "Skinny Middle" is 0.125"
The challenge is to do all three diameters with crisp shoulders and in the right places quickly and easily.
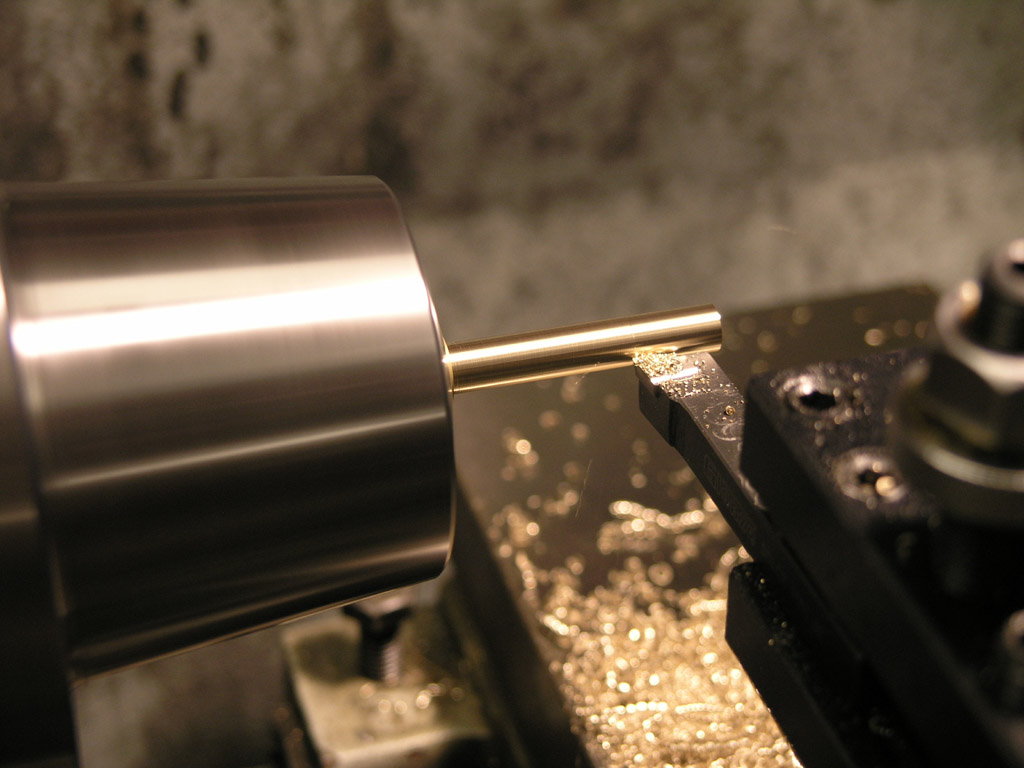
One thing I found early on is that there basically is not enough room to use the tailstock. Even sticking the tool way out of the holder, switching from my 1/2" to 3/8" shank holders, and angling the holder, I couldn't get all the way there without running into the live center. Scratch the tailstock!
The good news is I don't have much material to remove, and so hogging isn't required. I can take 0.020" with a < 0.010" finish pass and life is good with my CCMT turning tool and a sharp CCGT insert...
So the first phase was turning to the big diameter: 0.250". The button on the end is from the portion of the original blank held in the collet. We'll flip it around and get that too!
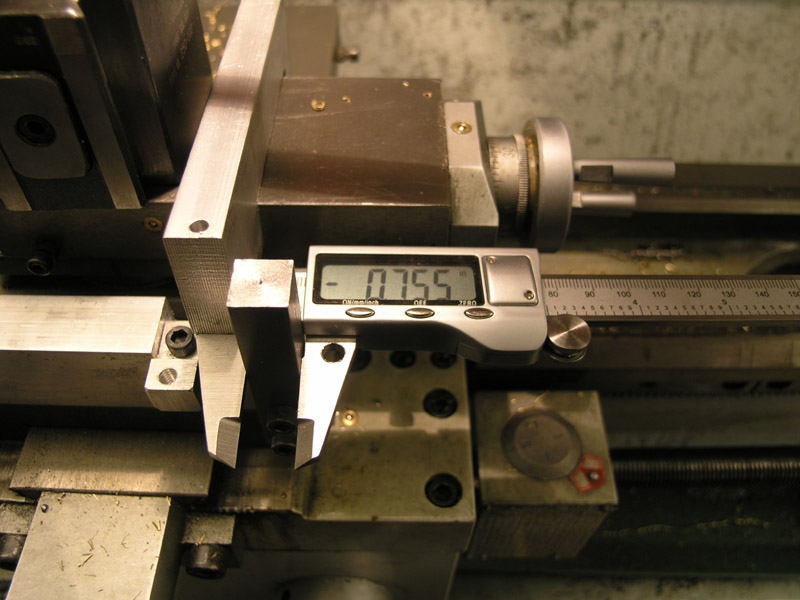
Okay, all the parts have had their big diameter turned, flipped around to finish the big diameter, and then the small end diameter (0.188") was turned. I used a collet stop and turned to the end of the collet. They're not exactly the same length, but we can true that up later...





") Found it by accident looking something else up
Found it by accident looking something else up