Chuck,
This is from my copy of "Gas Gasoline and Oil Engines" Hiscox 1897 Pg. 240-244
"
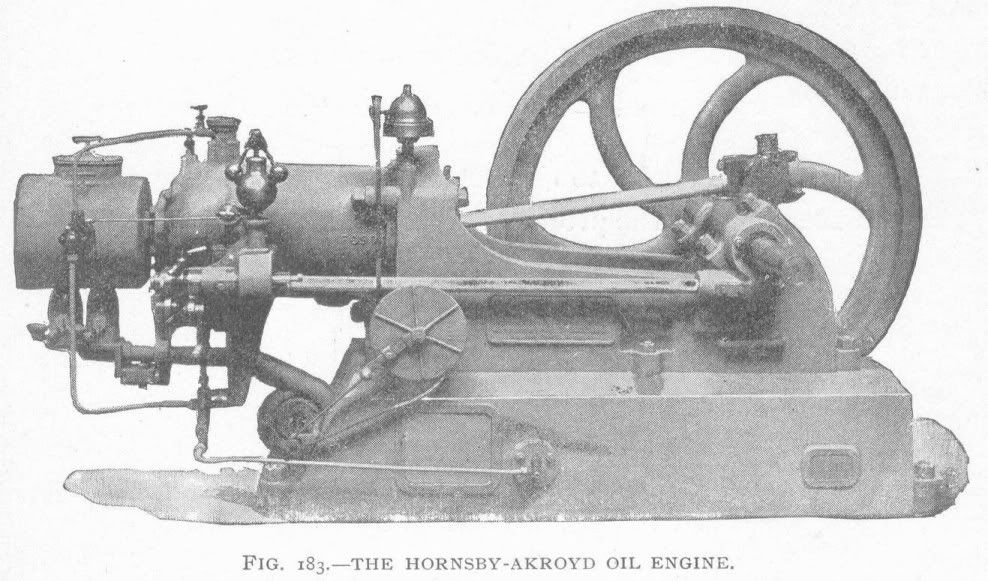
The Hornsby-Akroyd Oil Engine"
"This engine is of English origin and now built by the sole licensees of the United States patents---the De La Vergne Refrigerating Machine Company---in all sizes from 4 to 55 H.P. They are of the four-cycle compression type, using any of the heavy mineral oils or kerosene as fuel.
This unique explosive engine seems to be a departure in design from all other forms of explosive engines, in the manner of producing vaporization of the heavy oils used for its fuel and the mannor of ignition.
An extension of a chamber from the cylinder head, somewhat resembling a bottle with its neck next to the cylinder head, performs the function of both evaporator and exploder. Otherwise these engines are built much on the lines of design as gas and gasoline engines, having a screw reducing gear and secondary shaft that drives the governor by bevel gear, the automatic cylinder lubricator by belt, and cams for operating the exhaust valve and oil pump.
The bottle-shaped extension is covered in by a hood to facilitate its heating by a lamp or air-blowpipe, and so arranged as to be entirely closed after the engine is started, when the red heat of the bottle or retort is kept up by the heat of combustion within. The narrow neck between the bottle and cylinder, by its exact adjustments of size and length, perfectly controls the time of ignition, so that of many indicator-cards inspected by the writer there is no perceptible variation in the time of ignition, giving as they do a sharp corner at the compression terminal, a quick and nearly vertical line of combustion, and an expansion curve above the adiabatic, equivalent to an extra high mean engine pressure for explosive engines.
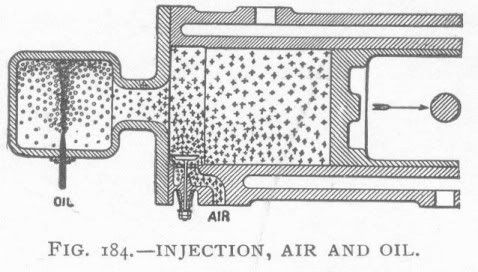
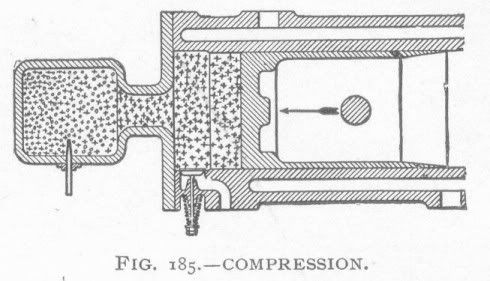
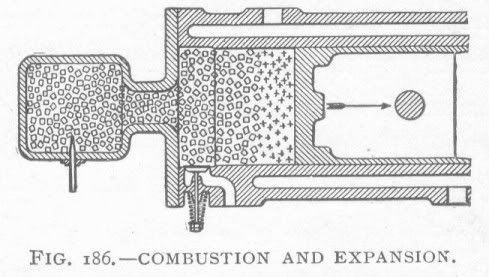
The oil is injected into the retort in liquid form by the action of the pump at the proper time to meet the impulse stroke, and in quantity regulated by the governor. Durring the outer stroke of the piston air is drawn into the cylinder and oil is vaporized in the hot retort. At the end of the charging stroke there is oil vapor in the retort and pure air in the cylinder, but non-explosive. On the compression stroke of the piston the air is forced from the cylinder through the communicating neck into the retort, giving the conditions represented in Fig, 184 and Fig. 185, in which the small stars denote fresh air entering, and the small circles the vaporized oil. In Fig. 185 mixture commences, and in Fig. 186 combustion has taken place, and during expansion the supposed condition is represented by the small squares. At the return stroke the whole volume of the cylinder is swept out at the exhaust, and the pressure in the retort neutralized and ready for another charge.
It is noticed by this operation that the ignition takes place within the retort, the piston being protected by pure air.
It is not claimed that these diagrams are exact representations of what takes place within the cylinder; never the less, their substantial correctness seams to be indicated by the fact that the piston rings do not become clogged with a tarry substance, as might be expected.
This has been accounted for by an analysis of the products of combustion, which shows an excess of oxygen as unburnt air; which indicates that the oil vapor is completely burned in the cylinder, with excess oxygen."
Dan









") Good on ya for trying it Chuck.
Good on ya for trying it Chuck.

