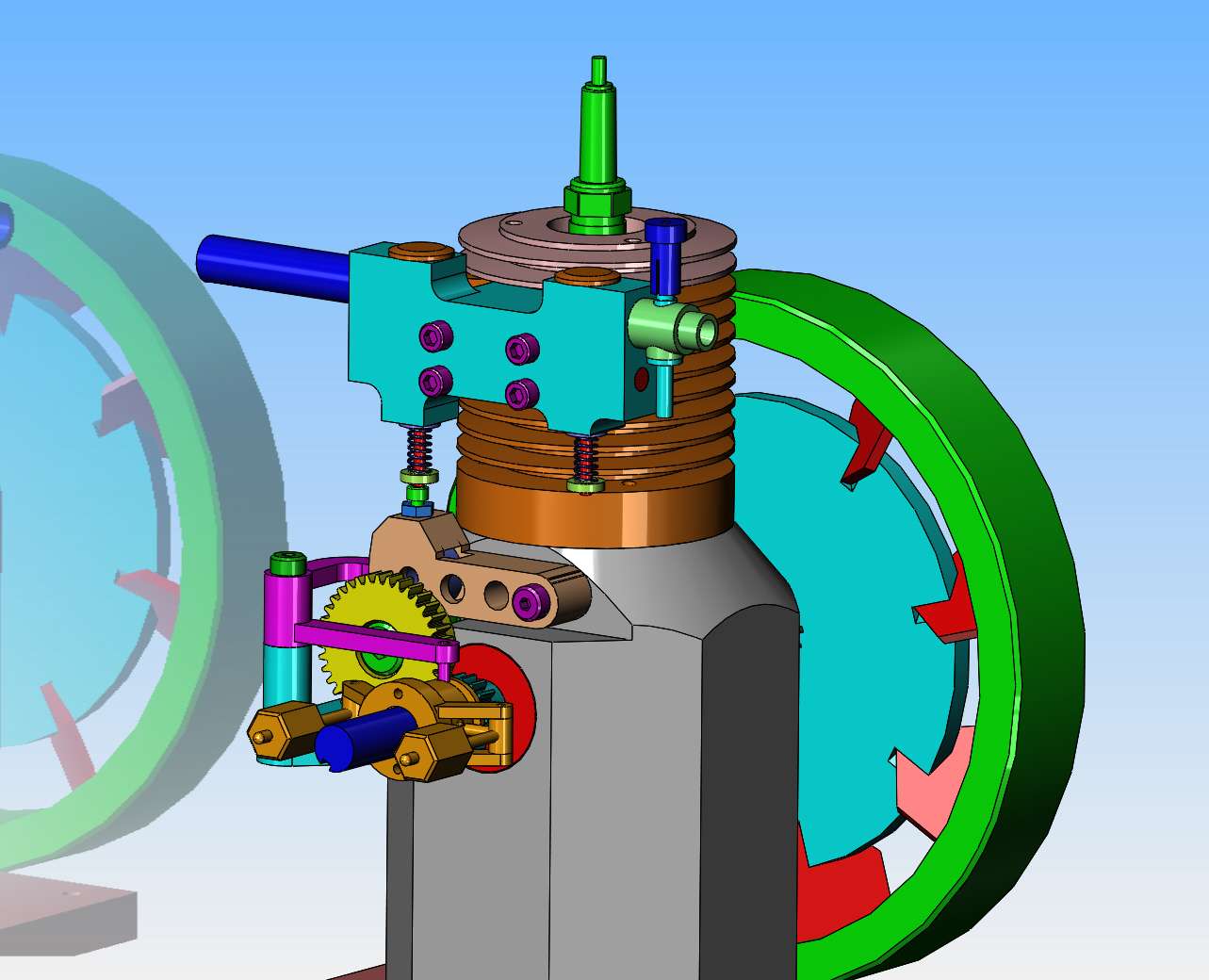
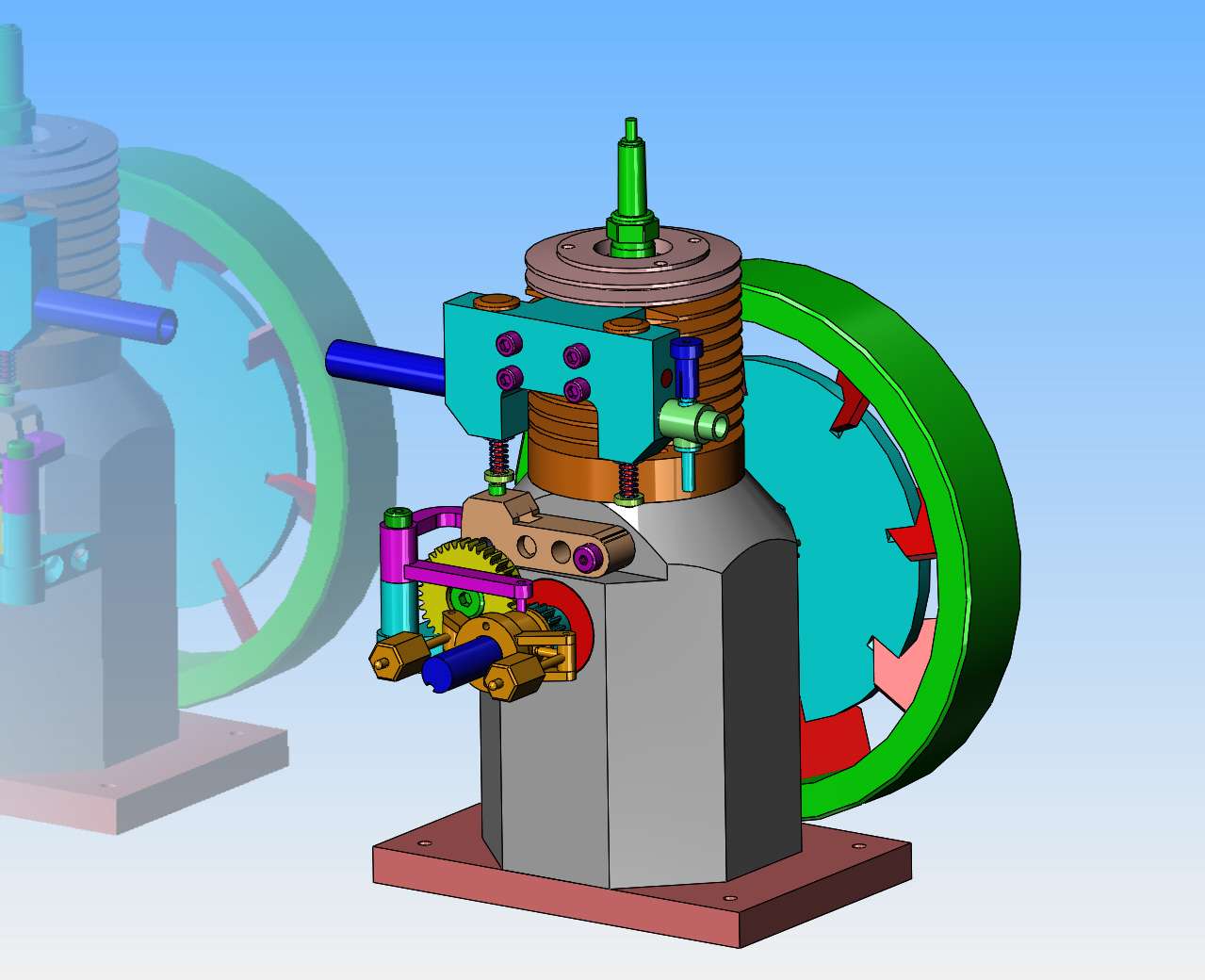
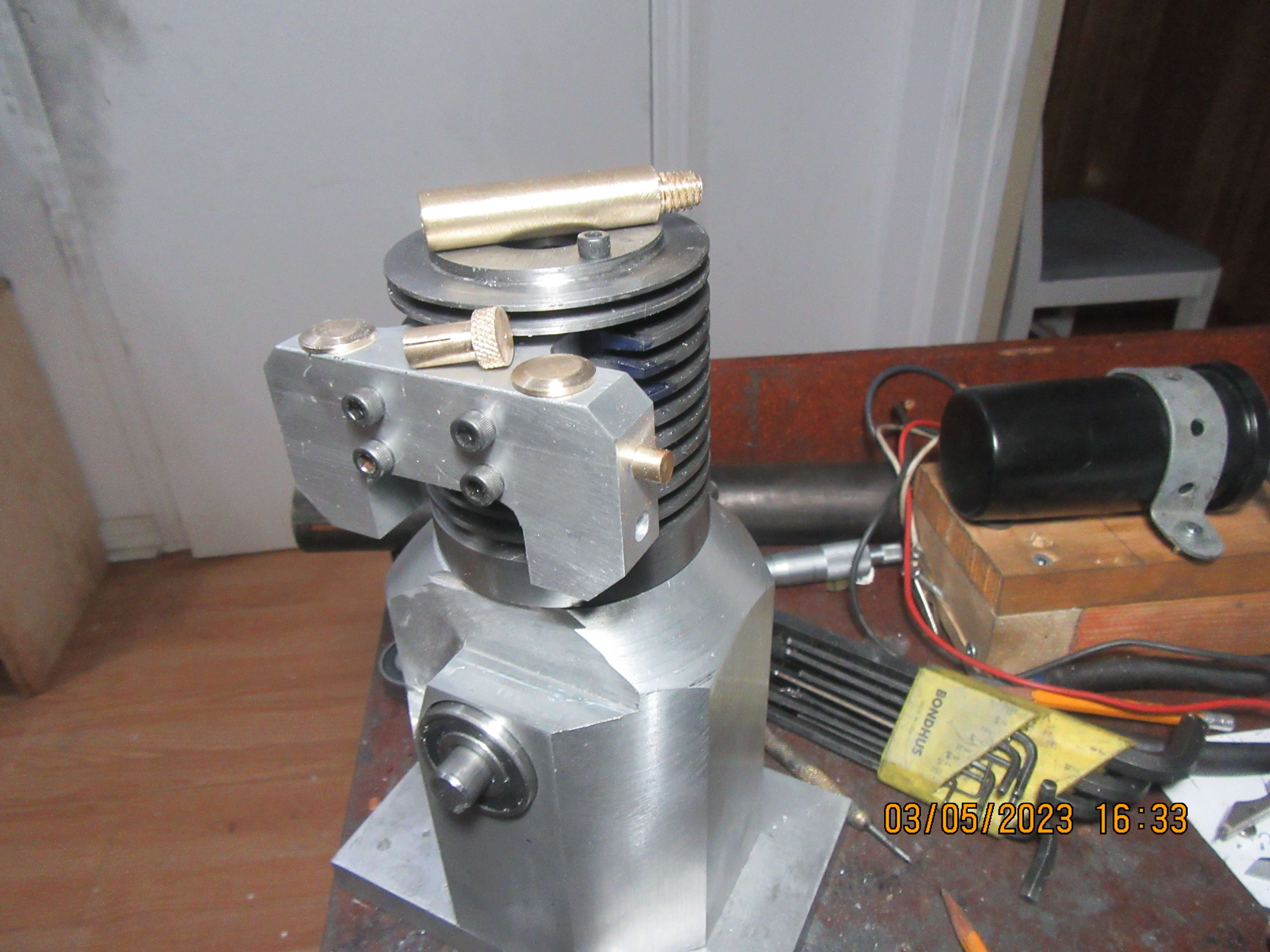
Yes exhaust is the wrong way round too
I did type more in my previous reply but seem to have cut it to post elsewhere rather than copy, here it is again
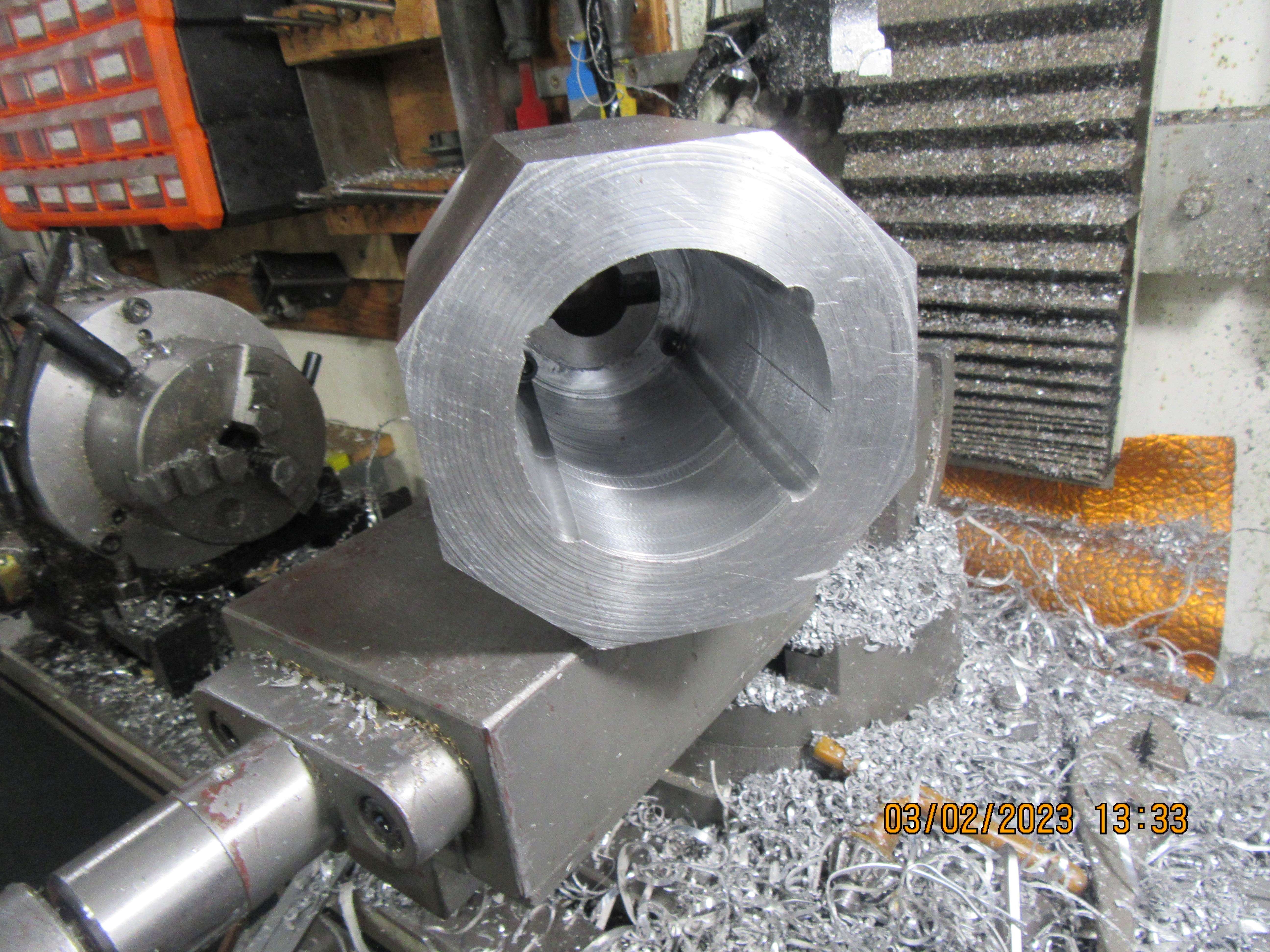
As you already have the passages and fixing holes in the cylinder you ar a bit limited to what you can now fit.
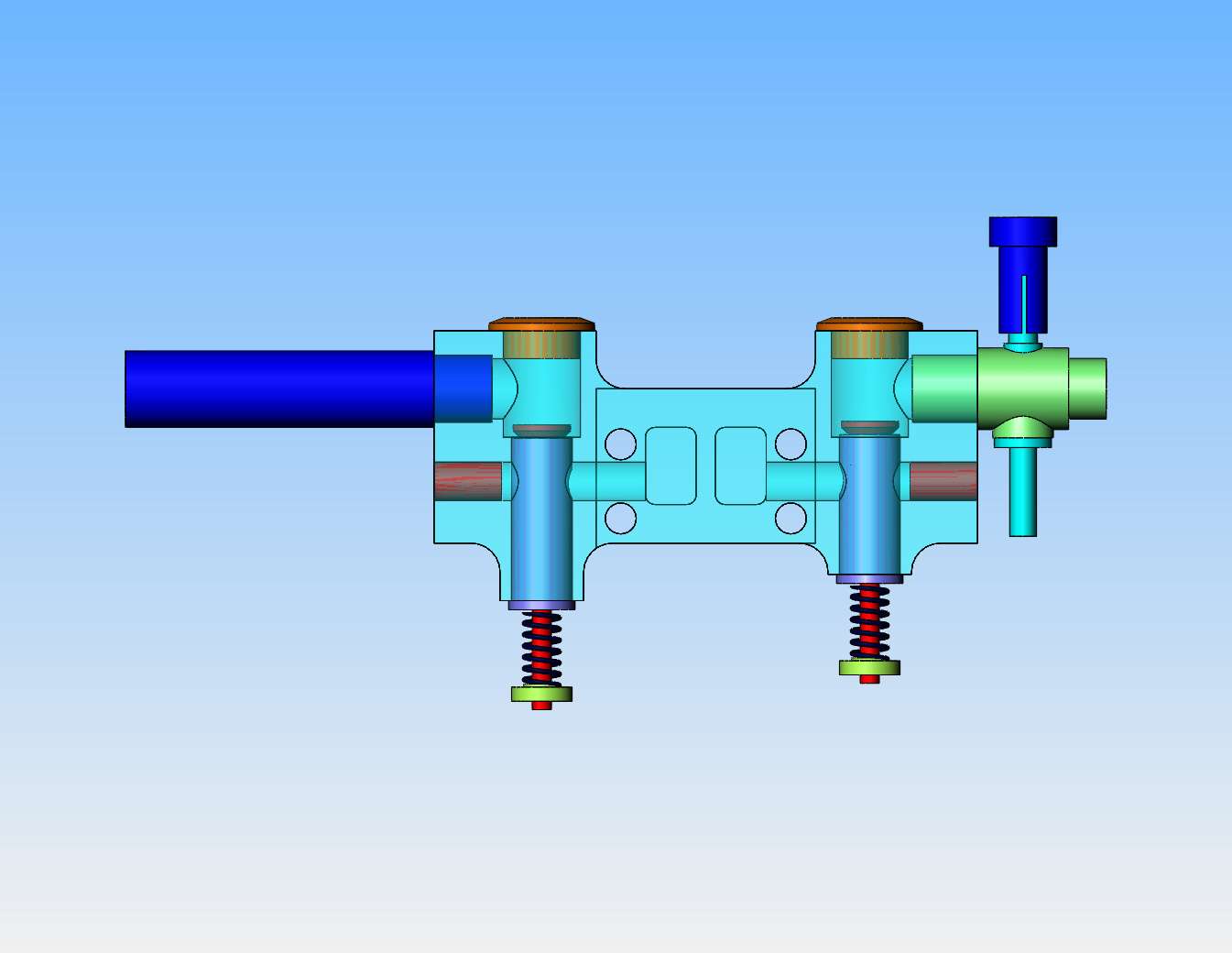
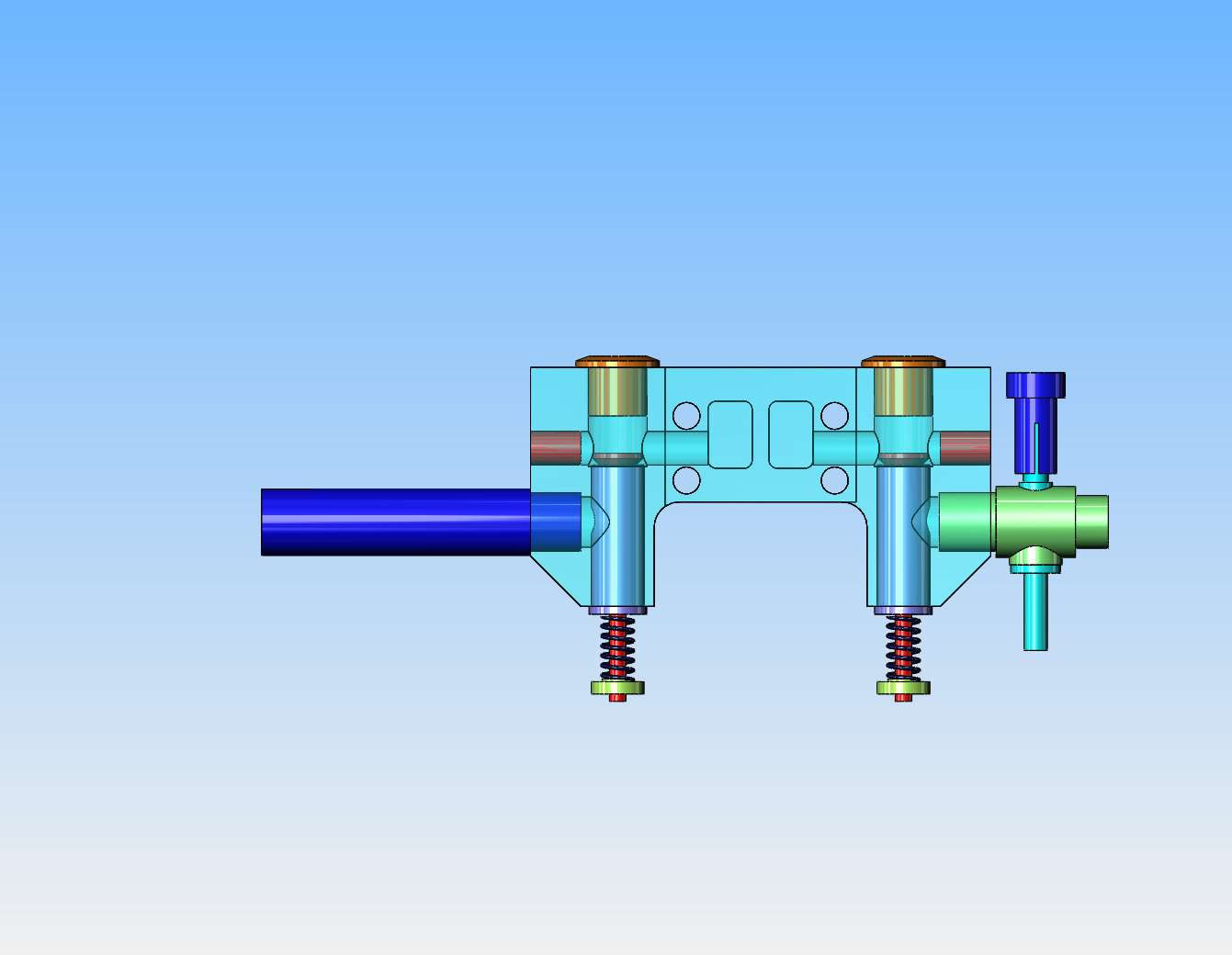
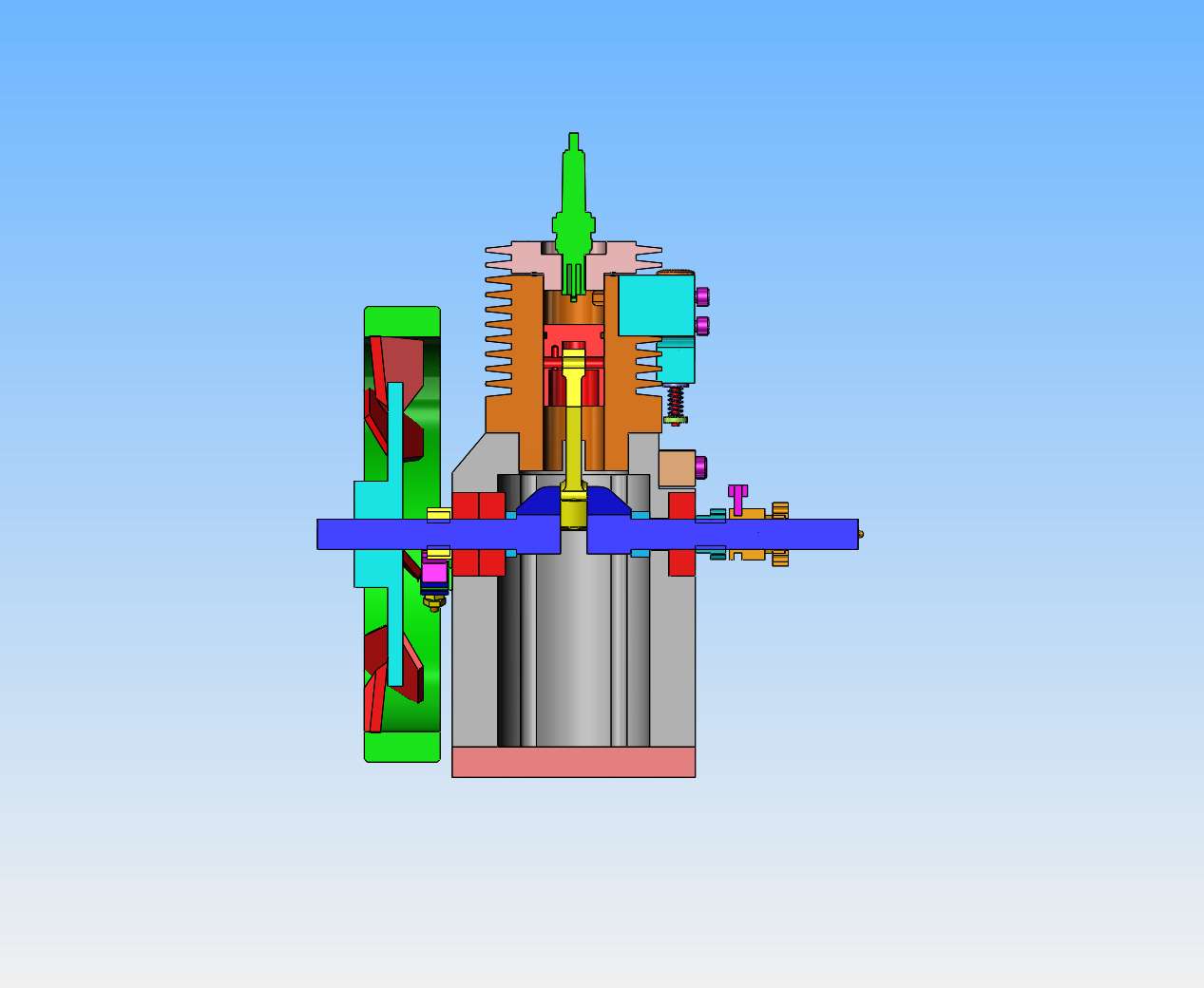
Option 1 would be to have th eintake valve stem point upwards with the valve head above the drilling to the cylinder and carb going into the side of the valve cage.
Option 2 if you want to keep it like a "flat head" with both valve stems pointing down would be to extend the bottom right corner of the block downwards so that the valve cage can be lowered and the carb inlet enter into the cage below the valve head





")