Rdean---isn't is funny how another persons ideas can influence an entirely new train of thought. That happens to me a lot. I've always maintained that I can design anything, but the real trick is thinking of WHAT to design.---Brian

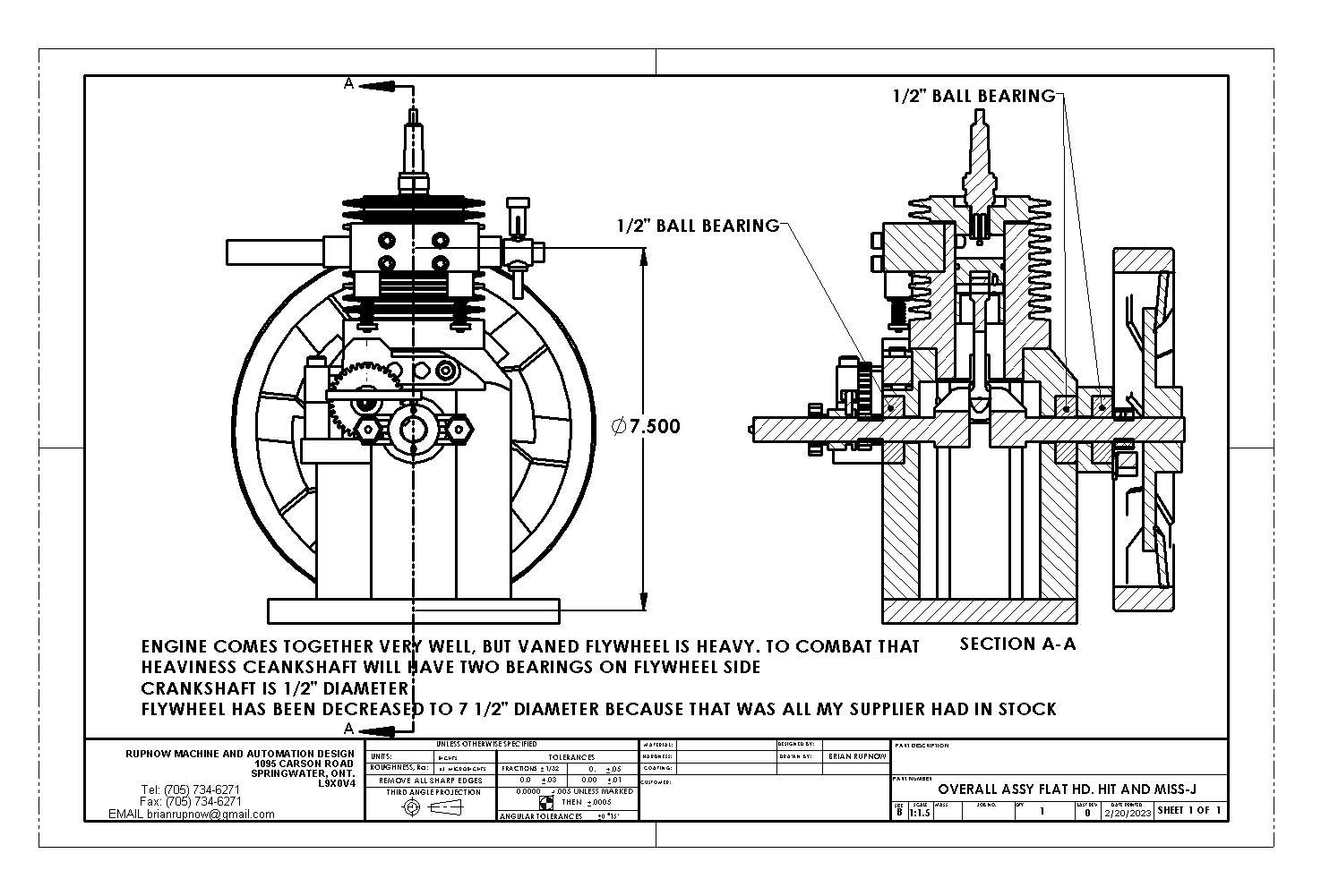
Flathead hit and miss engine???
- Thread starter Brian Rupnow
- Start date