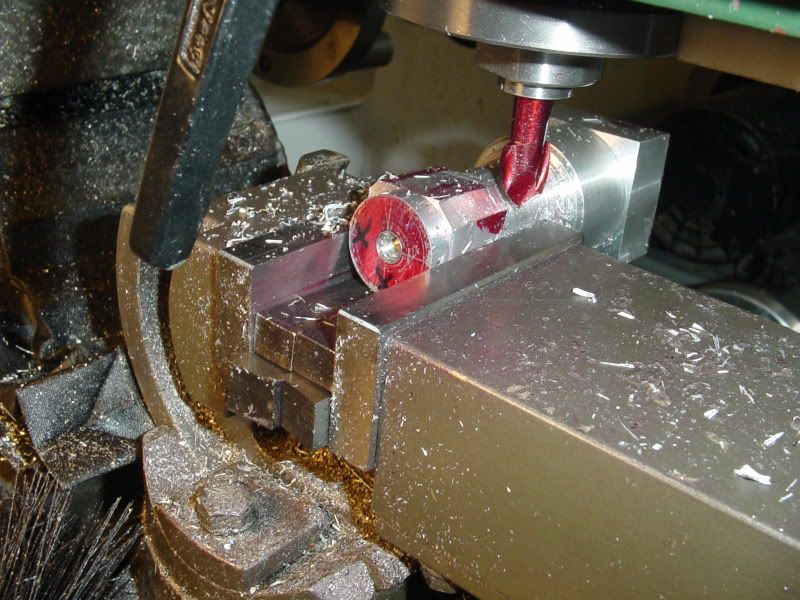
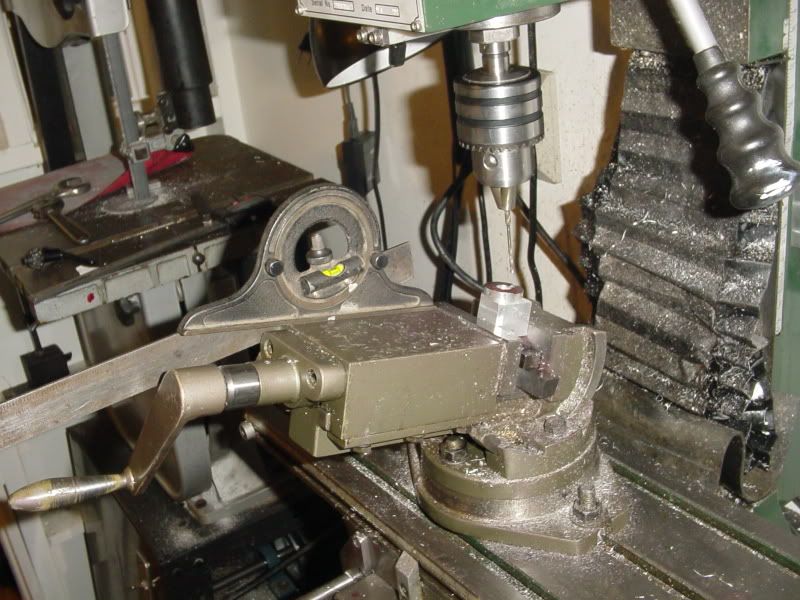
This is my new chamfering tool in use. I coloured it red with layout dye so I wouldn't keep picking it up and trying to use it as a normal end mill. It works great--in fact, it works so good that I chamfered the one corner where the boss for the exhaust pipe sticks up completely away, then realized that "Hey!!! --That was only supposed to be a partial chamfer!!!"--Oh well, I'm the designer--I'll just change the plan to match the part.

 oh:
oh: