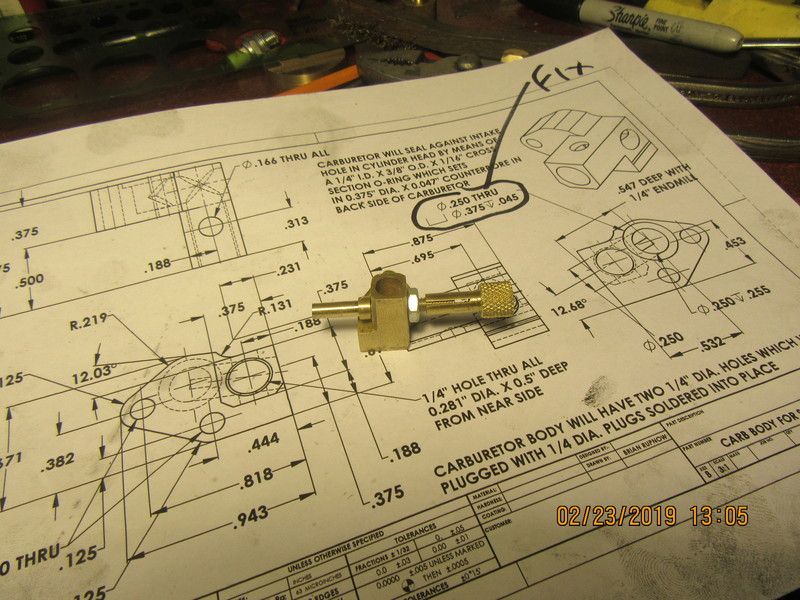
wgpeters---Me too. Actually, that train has already left the station. I decided that my newest carburetor which was supposed to seal with a rubber o-ring wasn't sealing. At that point I had to make a decision between shooting myself in the head or building another carburetor that screwed into the tapped 5/16" hole in the cylinder head. The newest carburetor is setting in a jar of citric acid pickling solution at I type this, and in about 20 minutes I will take it out, scrub off all the black nasties, and install the fuel jet, and needle valve into it. Then---We'll see!!!---Brian







")