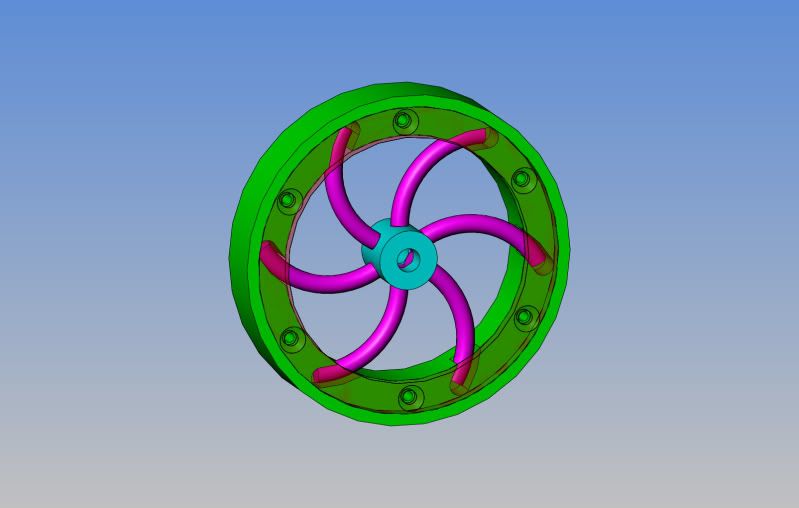
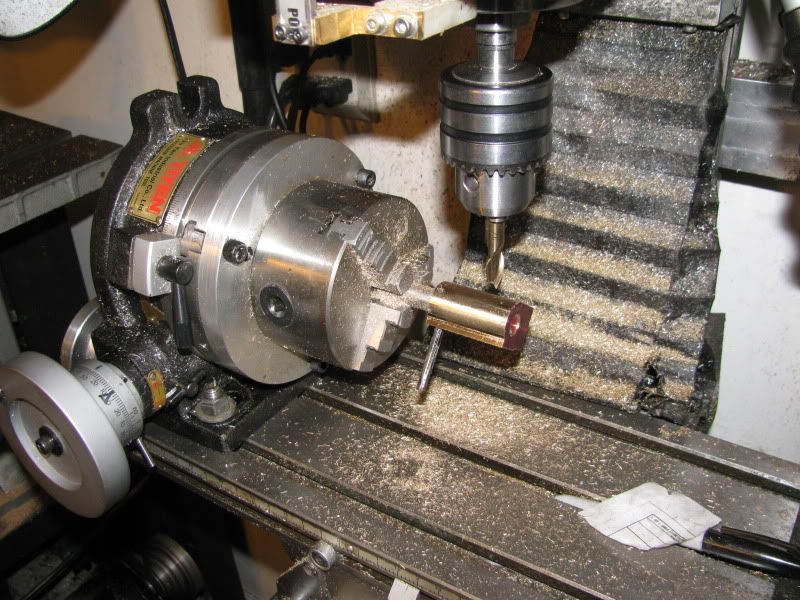
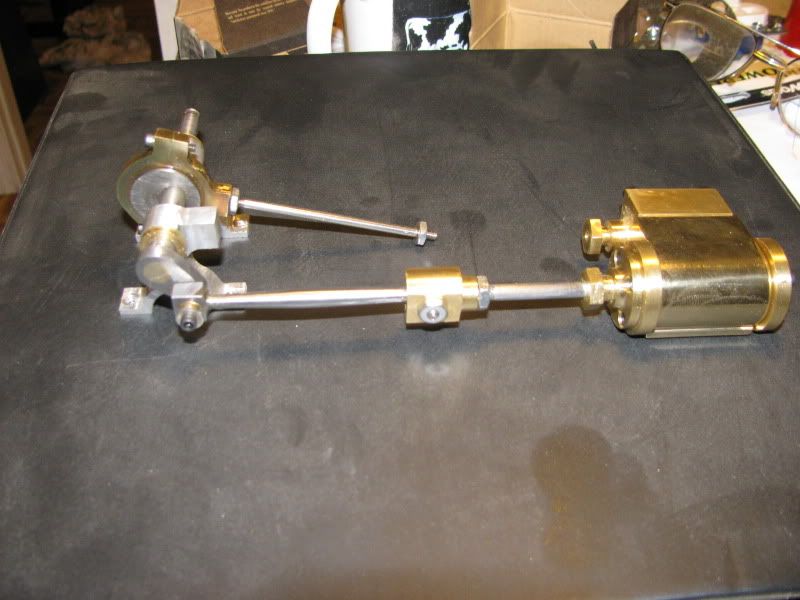
The credit here mostly belongs to Stew Hart. Stew was going like gangbusters on his Metric build of this engine, then got slowed down by some family commitments. I have been slogging away on this build, converting mostly everything to decimal inches, and trying not to outpost Stew. I have yet to make the crosshead guide, which is a fairly complicated peice, and a base. I am rather torn as to what to do about the flywheel. I would like to do something fancy, perhaps a bit larger in diameter than what stew had originally posted in his plans, but I've actually been too busy to give it much thought as yet. I have a peice of 3/16" Lexan that I want to use for the steamchest cover. Every time I build one of these small cylinders, I am absolutely dazzled by how many set-ups and machining operations are involve with them------------And this time, none of my threaded fasteners break thru into the cylinder bore!!!











")