Hope you enjoyed your trip, and welcome back Brian
Austin (the new site administrator) has been fairly good at responding to our needs so far, and is working on coding up the karma system. He's still not said whether he can reinstate old karma. I am keeping a list of 'changes/missing features/etc' in the New Forum - New Problems thread in the About HMEM subforum.
The copyright 'battle' is becoming annoying. If those who have serious issue with it really had a problem with the possibility that someone else might steal their work, then it should not have been posted in the first place. Those who are upset that someone is "blatantly taking their work" are not understanding the TOS properly. Nobody can force you to give up your copyright without a written and signed contract. You still own your work. The only thing the questionable section of the TOS is allowing the new owners to do, is display the image/post/plans/whatever on the forums. EVERY major company has that same clause in their TOS, if they post anything from users. News websites that allow comments have that clause in their TOS. Facebook, MySpace, Google+, all have that clause. If they did not state exclusively in the TOS that they retain the right to "distribute" your content, you could sue them for simply putting it up on the forum that YOU submitted it to. If they tried to sell it, they'd be bankrupt from lawsuits in a heartbeat.
Nobody seems to understand that. I hope you do.
I'm not affiliated with the company who took over HMEM, of course. I'm simply a happy user of HMEM, who sees a chance for growth in this change. Some of the hiccups are a little frustrating, so I started the post to collect problems so that Austin can work at fixing them. Please don't hesitate to post any of your feature/function issues there.
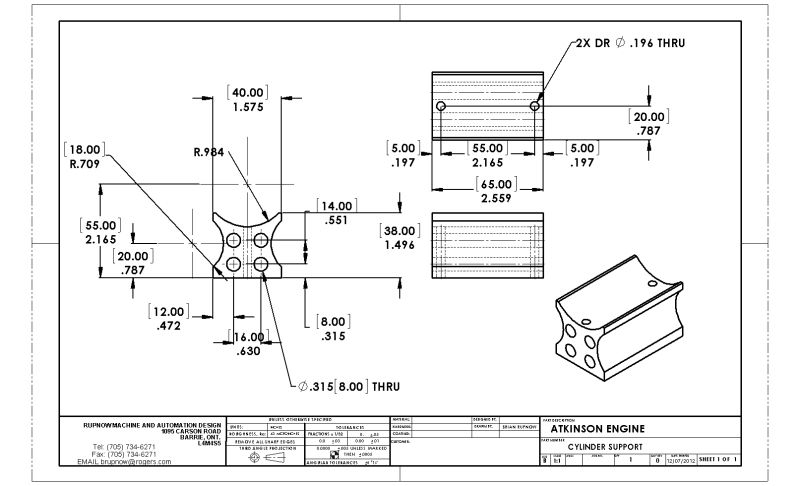
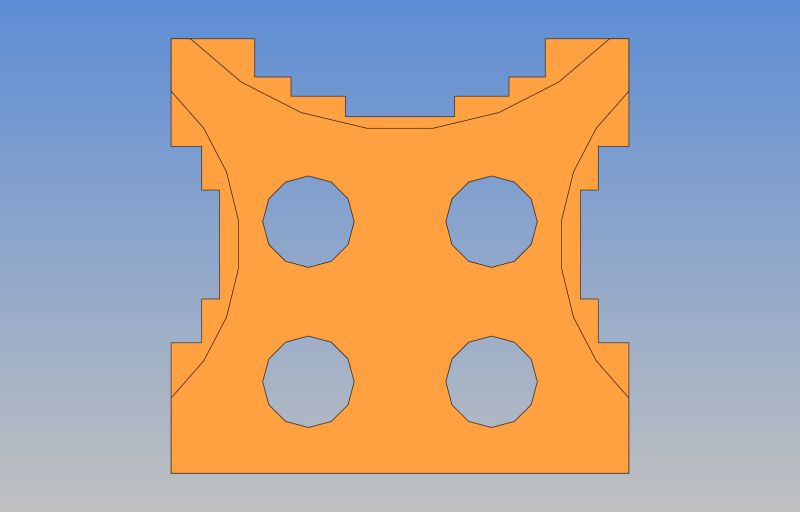
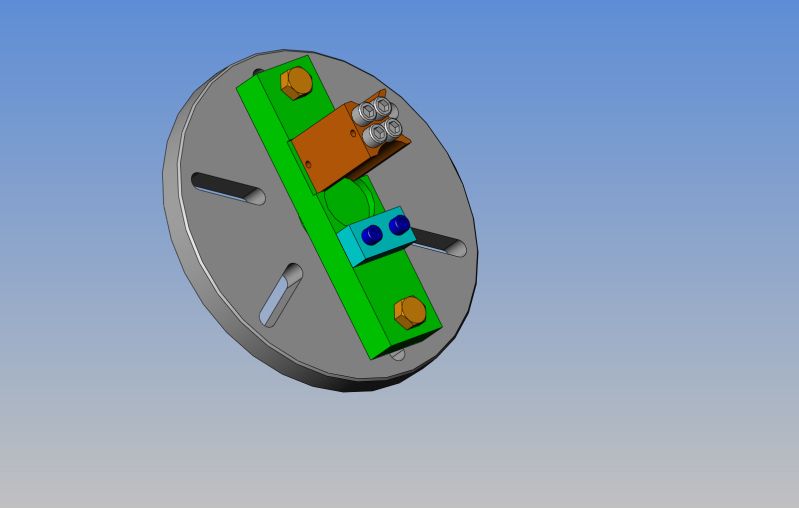
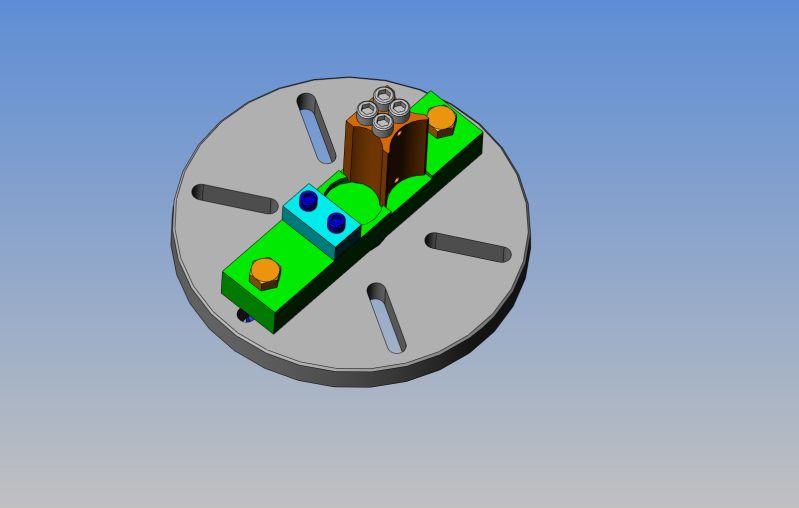
I look forward to seeing the completion of your Atkinson, and many more future builds to come.
- Ryan