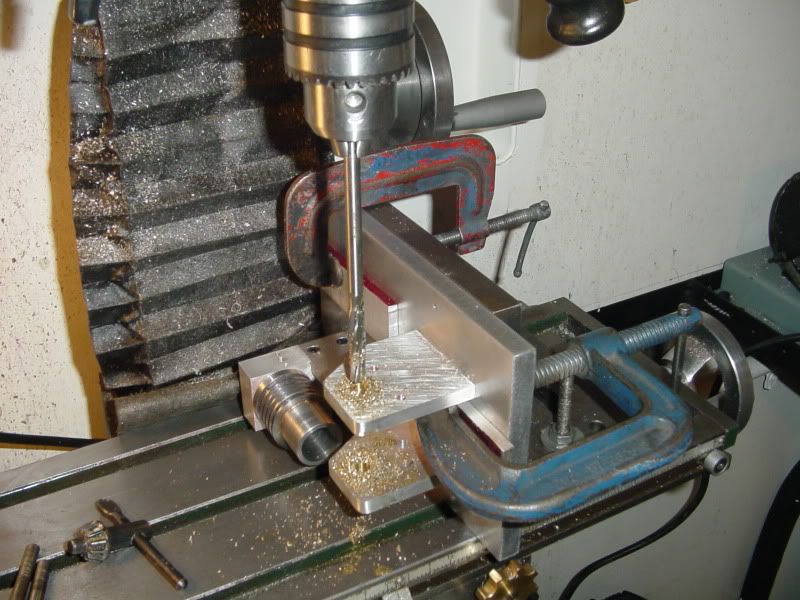
I'd like to add my thoughts about laying out the holes in that piece of plate. The designer (who seems to have done a very good job) layed out the holes in his drawing, looking at the side of the plate opposite to where the drilling actually takes place. This means that when I (this time the machinist) go to make that plate, I have to visualise the hole pattern in "reverse" to drill the holes correctly. It wouldn't matter if the holes were plain holes---they could then be layed out and drilled exactly as per the drawing. The fact that they are counterbored holes is the fact that makes it necessary to work from the "reverse" side of the plate. I like to drill the hole, and then immediately put in the counterbore tool without changing any of my offsets, put in the counterbore, and then move on to the next hole, and so on. This makes for a lot of changing back and forth between the drill and the counterboring tool. Probably this method would be discouraged in any kind of "production" machine shop, because of the time it takes, but for me, time is far cheaper than the hassle of drilling all the holes first, then resetting everything to put the counterbores in afterwords. I find this "reverse" layout very difficult. I know that I am guilty of the same type of thing in some of the drawings I make, and sometimes there is simply no "good" way of avoiding that.----Brian