Happy New Year everyone -
Tel, I can see you are a man of few words but much wisdom
")
'Cheers mate'
Andy - Jason has summed it up exactly though in this case the gears were 1.5 to 1 but the principle is the same
Dave that little filing rest is a boon at times - strange thing is those hardened rollers simply will not roll at all as a file touches them but will roll instantly if theres some emery or wet and dry under the file ???
After some prep work on the base for the new extension to the workshop and a couple of hours or so of leaf collecting duties I managed to get into the workshop this afternoon very keen to get on - too keen as you will see :
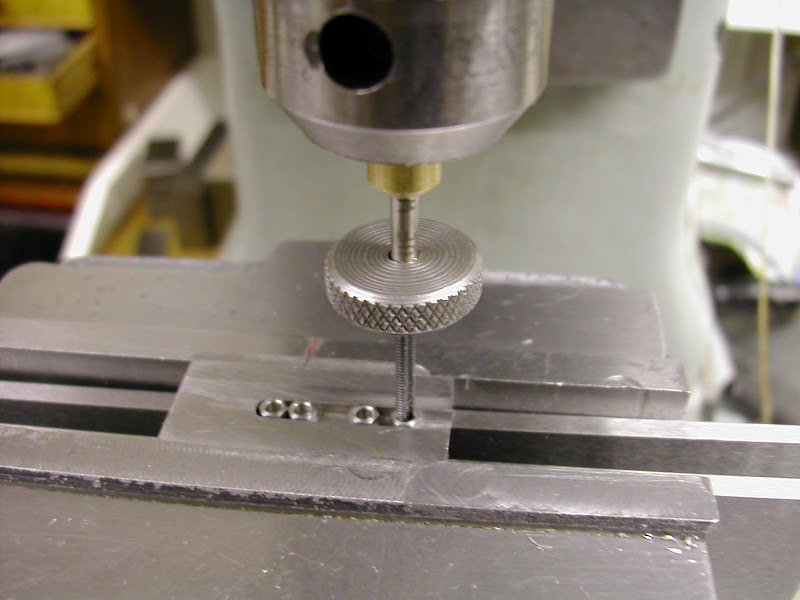
First though as mentioned previously I have long felt the need to improve the 'tapping facilities' and particularly so for the very small taps. For years, and more by luck than judgement, I have got away with using a very small flat bar type wrench that locates a small flat ground on the side of the tap toward the bottom of the shank. After drilling on the mill this is then held lightly in the drill chuck and the hole tapped by hand using the drill chuck as a (loose) guide to keep the tap vertical.
With the exhaust flanges done it was time to make some nuts (8BA thread 9BA outer) and another perennial problem. In the past nuts were always tackled by drilling a deepish hole into some hex bar, tapping as deep as possible then parting off. Parting off is always affected by the helix of the thread and there then follows an awkward second op to debur the back of the nut.
It was time to improve matters on both counts ... and this worked really well ;D
A brass bush about 25mm long was drilled to suit the tap shank - in this case #35 2.8mm (why is it taps never seem to have a consistent standard in shank sizes) and gripped firmly in the chuck. The tap shank was just a nice slide fit in this bush. The small piece of steel had a groove milled in to just take the hex blanks which had been pre-drilled, parted off and chamferred on each face. The tap wrench is just a slice of MS 16mm diameter about 5mm thick and gives more than sufficient torque for the task as well as giving far greater sensitivity. I found I could do four nuts at a time letting each one ride up the tap then sliding the next one along. In short a real big improvement from the previous method. Another bonus with this 'circular wrench' is that tapping is carried out using one hand. Also, in the smaller sizes theres probably no need for a flat on the tap the grub screw grip being more than adequate - any slippage possibly even providing a 'safety' factor. I can now see a series of such wrenches on the cards
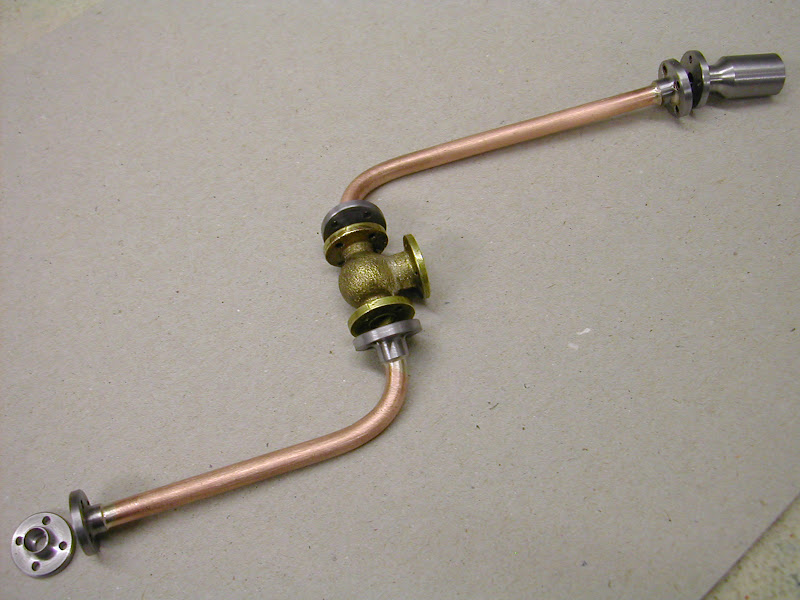
The exhaust has been kept simple - the engine will probably only run once a year so it can be extended then if required
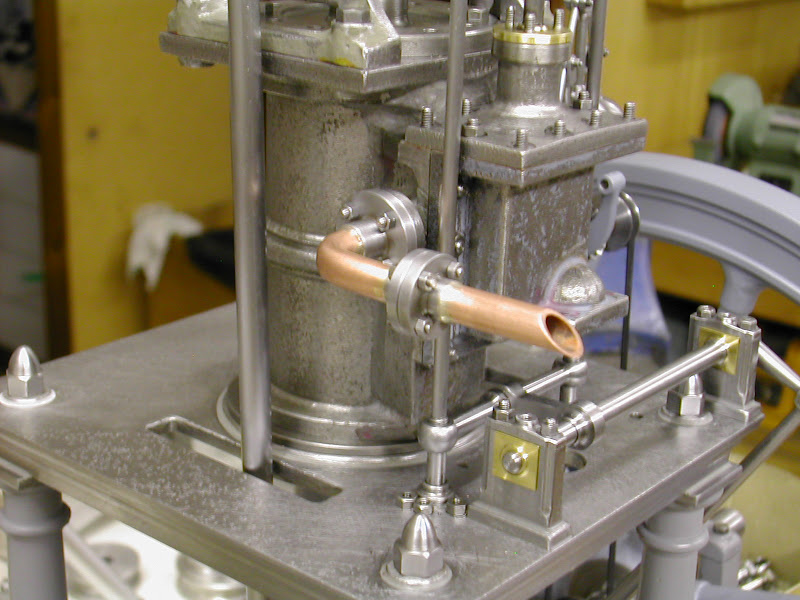
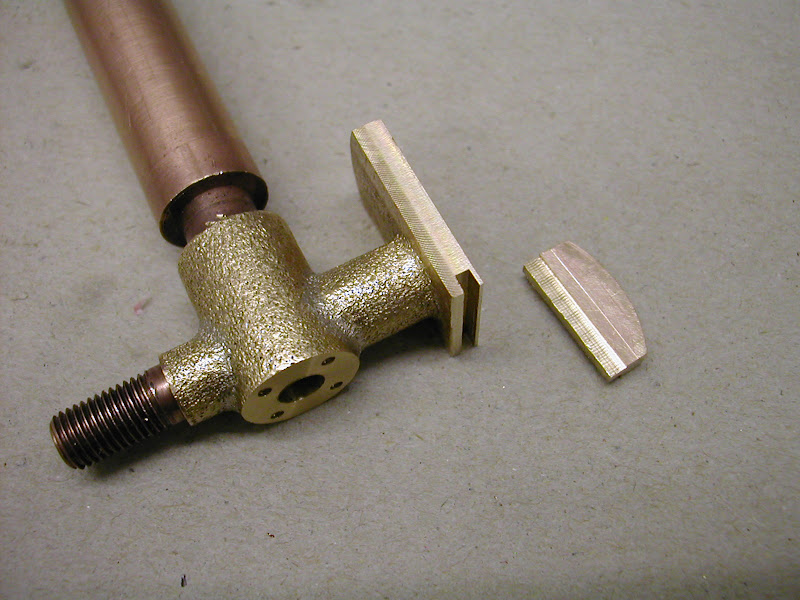
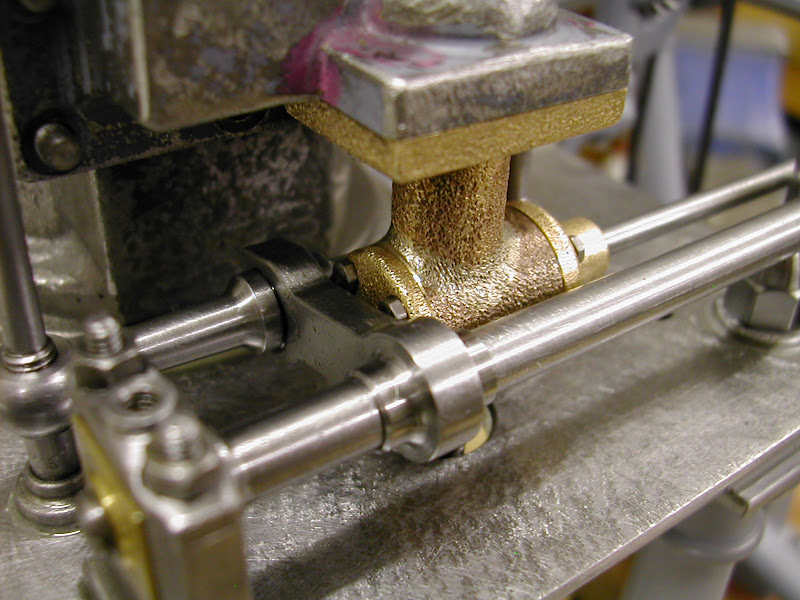
With that finished it was time to get on with the inlet. The original engine as designed by Anthony Mount had the inlet steam coming up through the centre of one of the columns through a cavity in the table top and up into the steam chest, the exhaust exiting by a similar route down another column. Whether this was true to prototype I have no idea but it does seem a rather good way to condense the steam before it gets to the steam chest ???
It was decided to fit a more conventional one that would hopefully look in keeping.
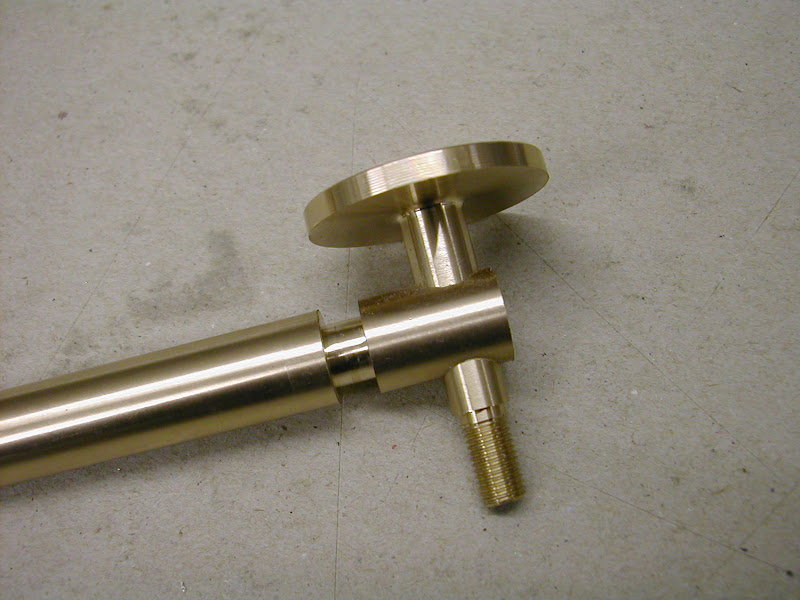
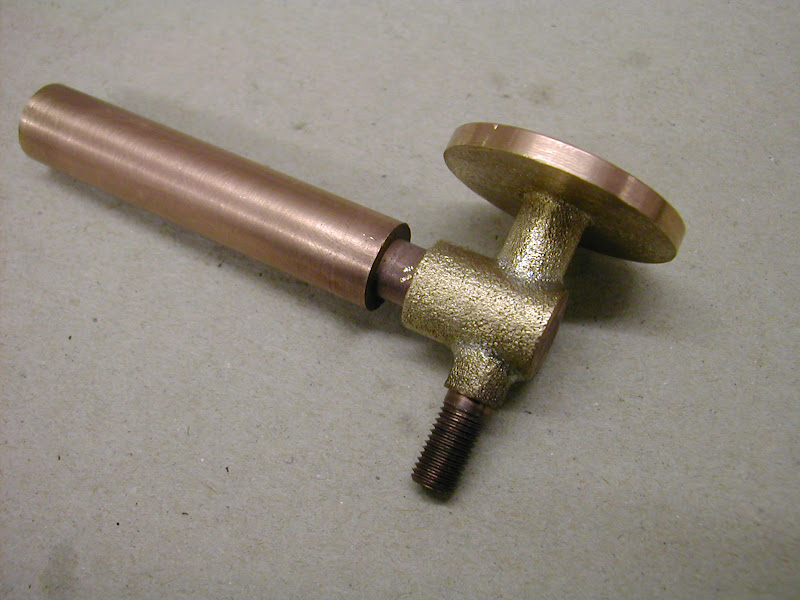
Heres some pics of the progress...
The upright was soldered up to save material
The hole for the throttle bar was bored to ensure a good fit and concentricity. I've had the crude looking boring bar for the best part of forty years - its done countless bores over that period but gets thinner each time - a real favourite tool
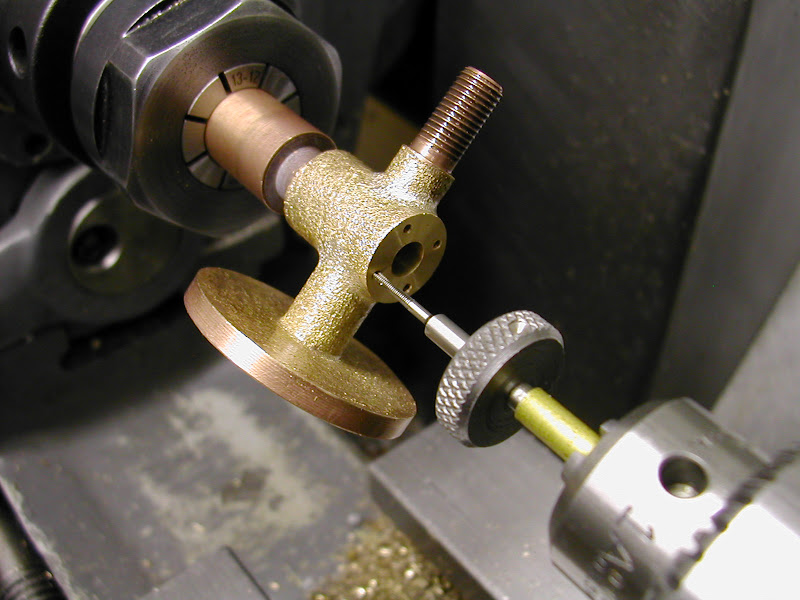
Tapping again - this time 12BA using a small piece of 1/8 brass tube - much better than relying on loosely nipped chuck jaws
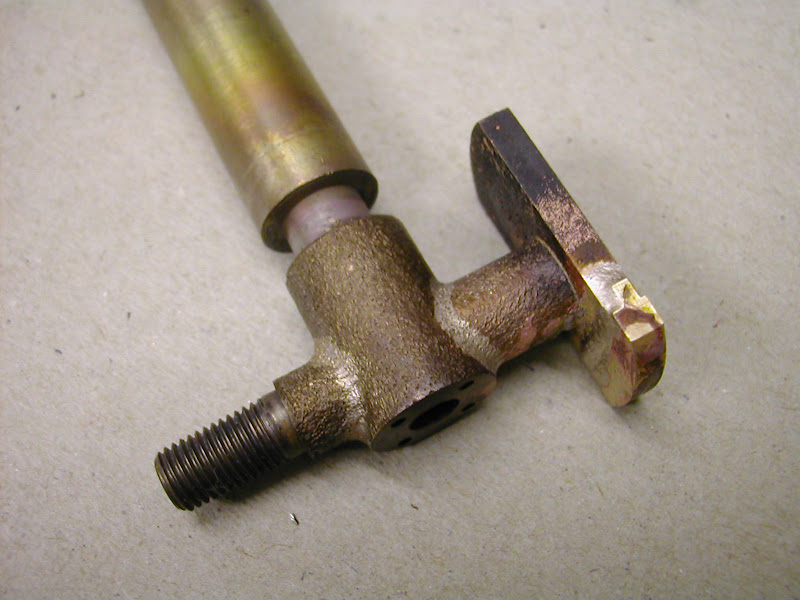
'Less haste more speed' however...... These two sides are 90degrees out of phase
oh:
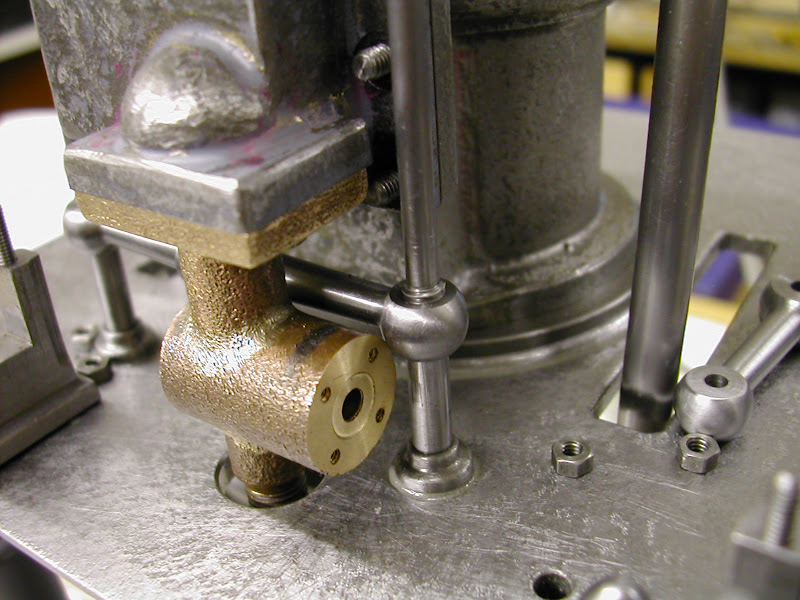
Fortunately there was enough left to come off the remaining sides to elicit a repair
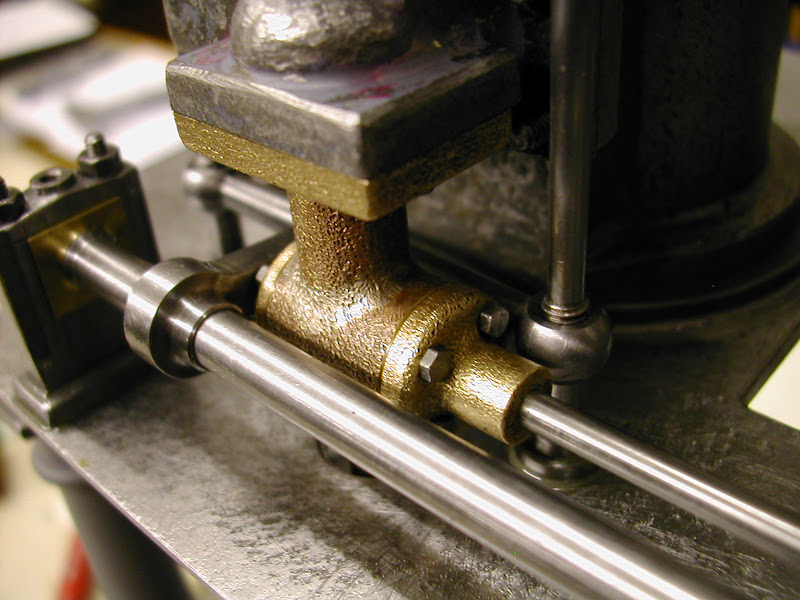
Cleaned up and parted off it's ready for the next stage so more on that later
As usual hope theres something there for someone to make use of.
Regards for now - Ramon