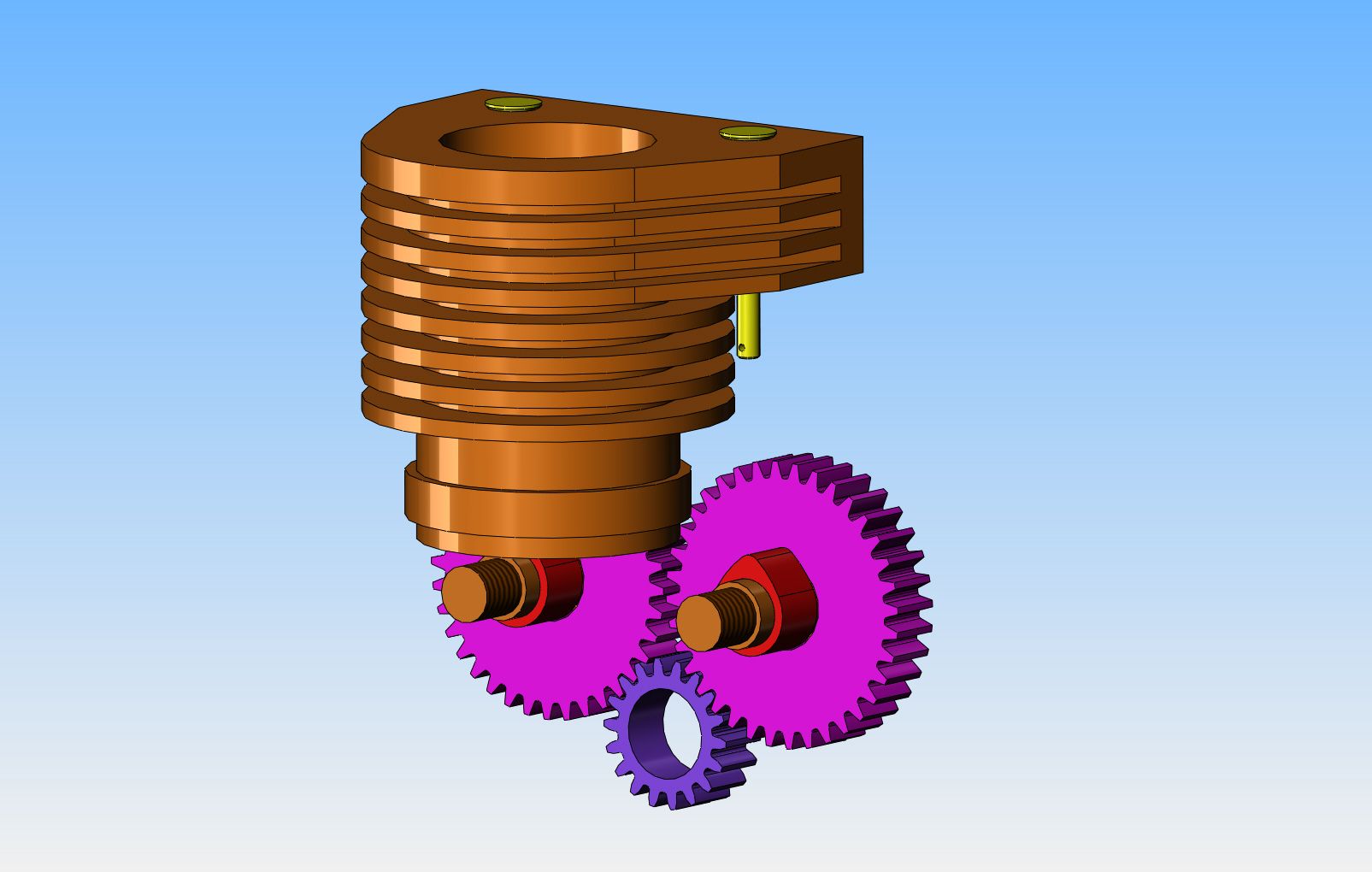
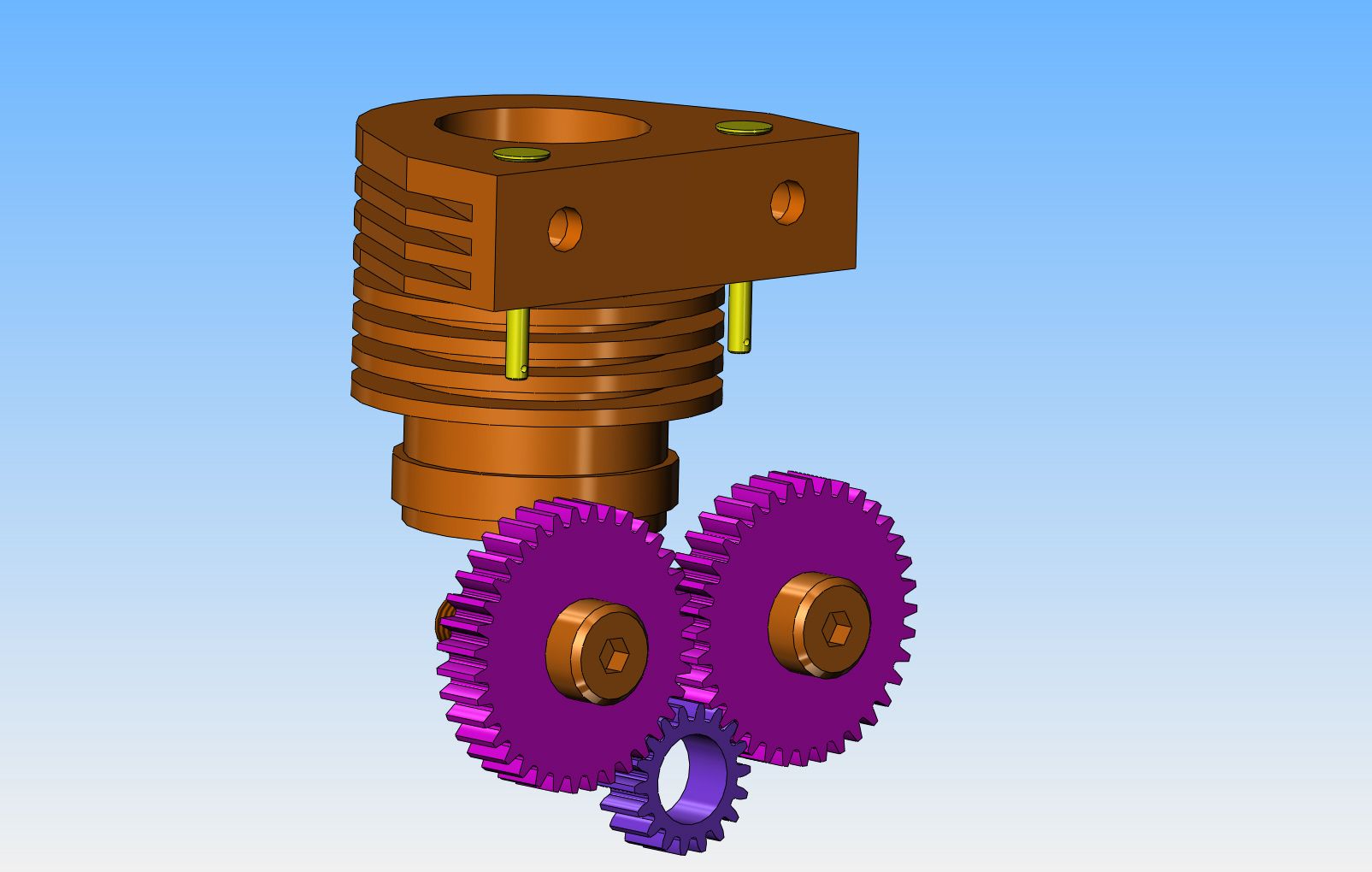
Thanks Steve. Jason from another forum has suggested staggering the cam gears and making the crank gear longer. That would allow me to pull the valves in closer together and consequently have a smaller overall cylinder width with shorter runners between the valve and the combustion chamber. He also suggested making the crankshaft 3/8" diameter on the end which operates the cam gears, allowing for an overall reduction in gear diameters. Right now, with a 1/2" diameter end on the crankshaft, the gear shown is the smallest gear that will go on a 1/2" shaft, and the cam gears have to be twice that diameter.--Very clever!!! I don't think Dick Upshur is still alive, and I don't really want to pay whoever now owns rights to his drawings for another set of plans.----Brian