Hallo George
You are doing a really fine job with this transmission! It is always a pleasure to have a look at your construction progress.
I also have experimented with this sort of gear cutters some time ago. And as you already mentioned, controlling the profile dimension (especially the tip width) when grinding the grooving tool is the most critical part of the whole gear cutter making.
Having no suitable measuring instruments for such small profiles as well (like a projection microscope ore something similar) I choose another way to generate the fitting tooth shape.
I assume that we always will manufacture the outer diameter of our spur gears by turning the blanks to the desired size on the lathe first. In that case the gear cutter has to cut only the side flanks and the tooth ground. That means the working depth of our lathe grooving tool can be deeper than the pure trapezoid shape of the tooth. Okay, I guess some pictures will be a good idea for easier explanation:
Grooving tool No.A will generate the needed shape, but you have to grind a dimensionally perfect fitting trapeze. Otherwise you have no real control over the right cutting depth and (much worse) the tooth profile is not complete or too deep.
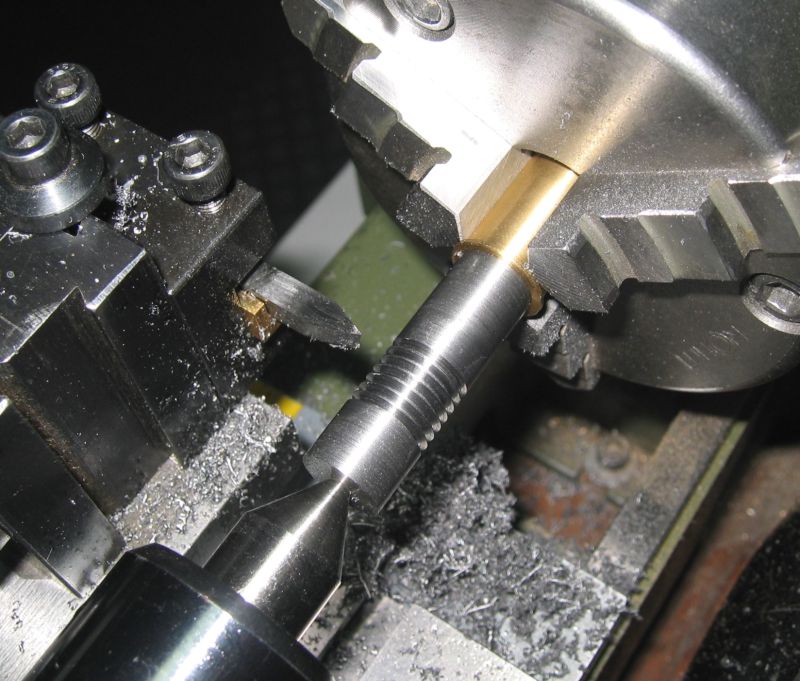
I grinded the groove cutter (B) with a complete V, very similar to a threading tool but with a 40deg angle. The theoretical cutting depth can be calculated or defined with the help of your CAD system very easily. But we need a small radius at the tip (ore something like that), otherwise the tool would be little durable. As I cant define this radius precisely enough with my equipment either, a slight uncertainty in relation to the needed working depth will still remain.
So, depending on the radius, I groove a little bit less deeper then theoretical value, then I measure the actual flanks diameter with the help of two small wires, a principle very similar to thread measuring.
Being lazy with calculations I transfer this measure into my CAD system and get the new value of the still needed extra depth which can be used in total for all the remaining grooves in the row as well. Special wires are not required, the only thing you have to ensure is a tangential contact to the side walls of the profile. The wire diameter can be chosen in a suitable range, I normally use small drills for this operation.
One additional advantage of this method is you dont need a new tool for every pitch, one lathe tool can create several gear cutters in a wide range of pitches.
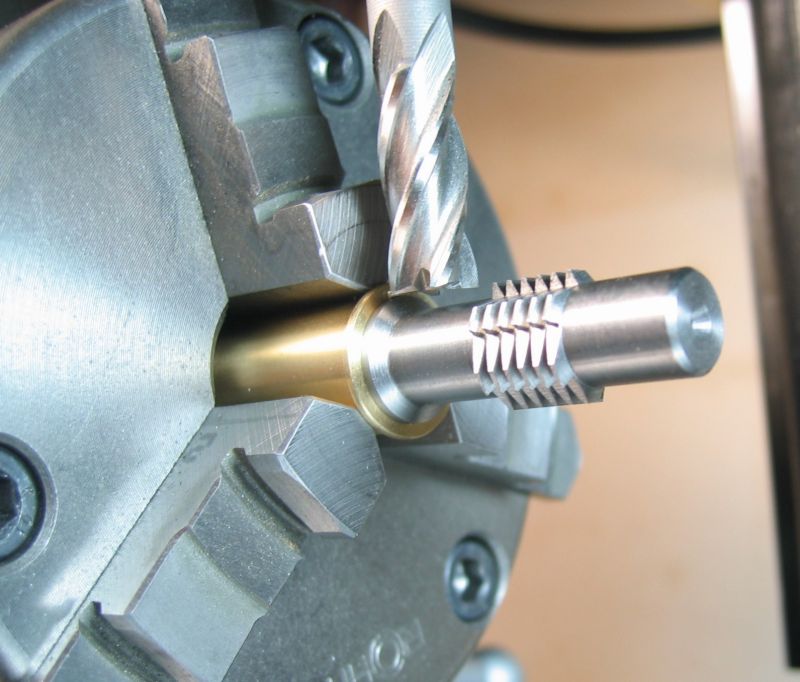
The gear hobs look mainly the same like yours, only the V shape is a little deeper.
And a little variation, for the second generation I made single cutting inserts that will fit on a small tool shaft. This seems to have some advantages for me, especially for hardening the tools as the small inserts dont tend to warp as much as a complete cutter.
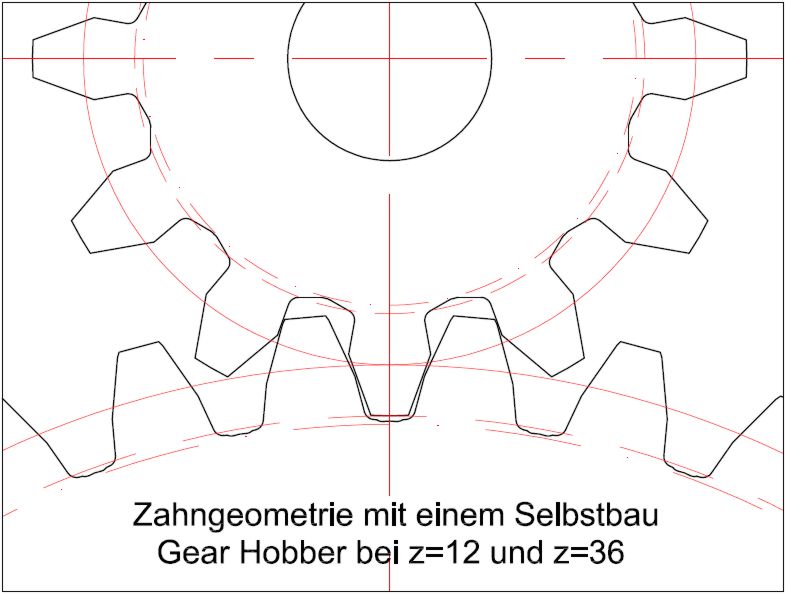
I have made a couple of gears with the tools and the gears work really well for most of our jobs. But for all the readers who are not familiar with this subject, its not a real hob process and therefore the flanks dont get an involute shape. They are only straight formed with a kink beneath the pitch circle. So dont be disappointed if you start making your own cutters
..ha ha ha
..
This CAD animation will give you an idea of the generated tooth shape using gears with 12 and 36 teeth:
Achim




















 Later on, while rereading an article from several years earlier, I rediscovered Ron Chernich had devised an elegant solution to that problem. He made a tool that he could measure, to make a tool he couldnt measure. You can read about it here.
Later on, while rereading an article from several years earlier, I rediscovered Ron Chernich had devised an elegant solution to that problem. He made a tool that he could measure, to make a tool he couldnt measure. You can read about it here. 




