vcutajar
Well-Known Member
- Joined
- Nov 6, 2011
- Messages
- 863
- Reaction score
- 169
This week I received the Model Engineers' Workshop issue 185 and there was an article which caught my eye. It was about using tipped lathe tools and in it there was mentioned the Q-Cut parting system.
http://www.greenwood-tools.co.uk/shopscr23.html
http://cheappartinginserts.bombog.c...sert-gc1125-grade-r151-shape-high-feed-0-012/
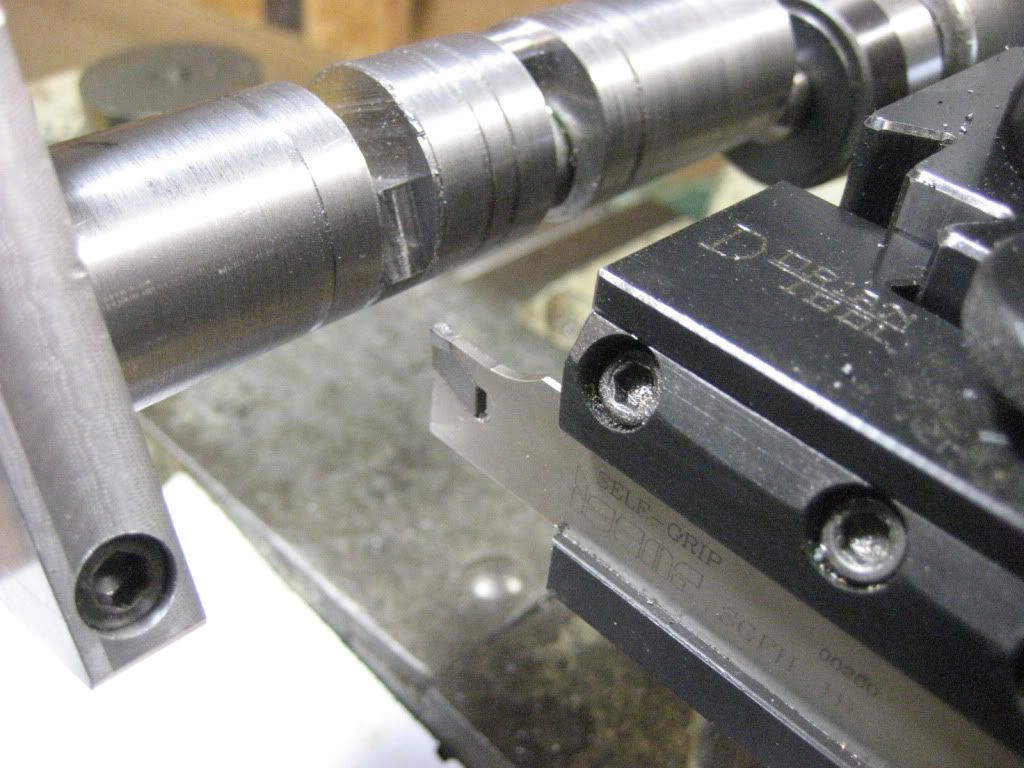
I was looking at the profile of the insert and it seems very similar to the grooved or bifurcated profile that Edgar T. Westbury describes as a tool for making crankshafts.
Has anybody here used this tool with any success especially in making crankshafts?
http://www.greenwood-tools.co.uk/shopscr23.html
http://cheappartinginserts.bombog.c...sert-gc1125-grade-r151-shape-high-feed-0-012/
I was looking at the profile of the insert and it seems very similar to the grooved or bifurcated profile that Edgar T. Westbury describes as a tool for making crankshafts.
Has anybody here used this tool with any success especially in making crankshafts?
")