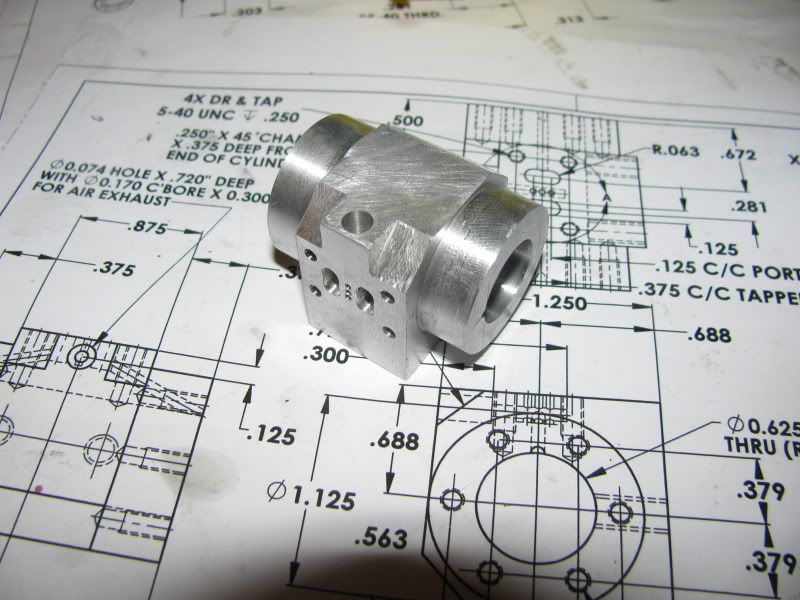
Tel---Far be it from me to argue with a man who has actually designed, built, and succsefully ran his own steam engines, while I have never built one!!! However, here is the deal. I am going to post all of the drawings of the engine with ports a'la Elmer Verbourg, which I know will run succesfully on compressed air. If you want to print out the appropriate sheets when I have completed them and mark them up to what you think would run properly on steam, then send them to me by email, I will reissue them in your name for those who want to run this engine on steam. This must include the cylinder, valve body, valve, valve body cover plate, and eccentric drawings, as they will all probably change to accomodate steam passages. I'm quite serious about this. I do respect your abilities, and it would definitly be a big favour to anyone out there who may want to "steam" this engine.----Brian










")