michaelj199
Active Member
- Joined
- Aug 27, 2011
- Messages
- 26
- Reaction score
- 13
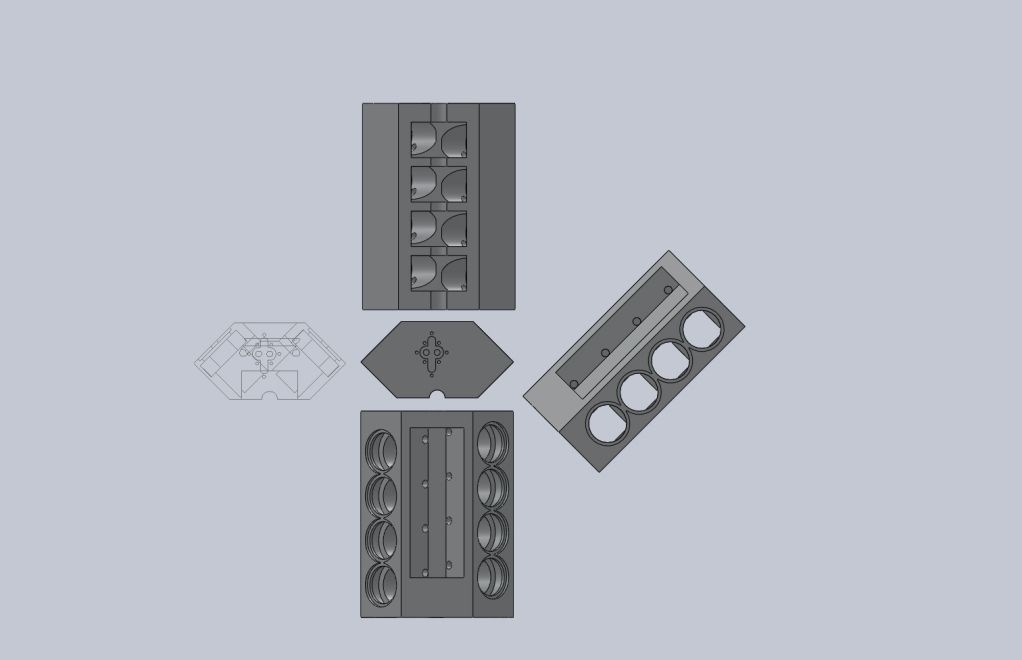
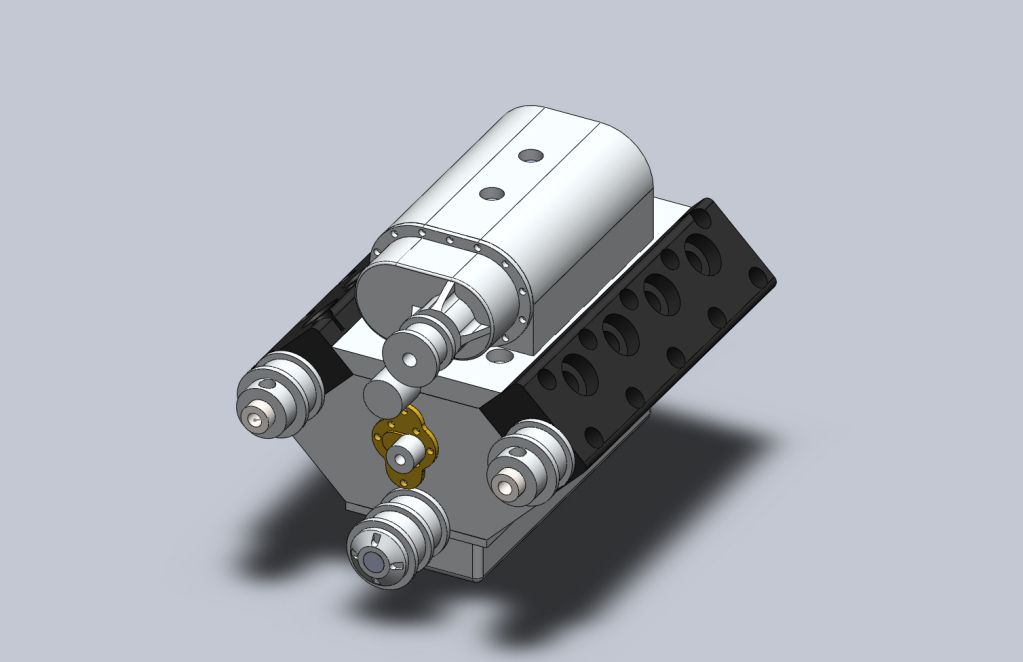
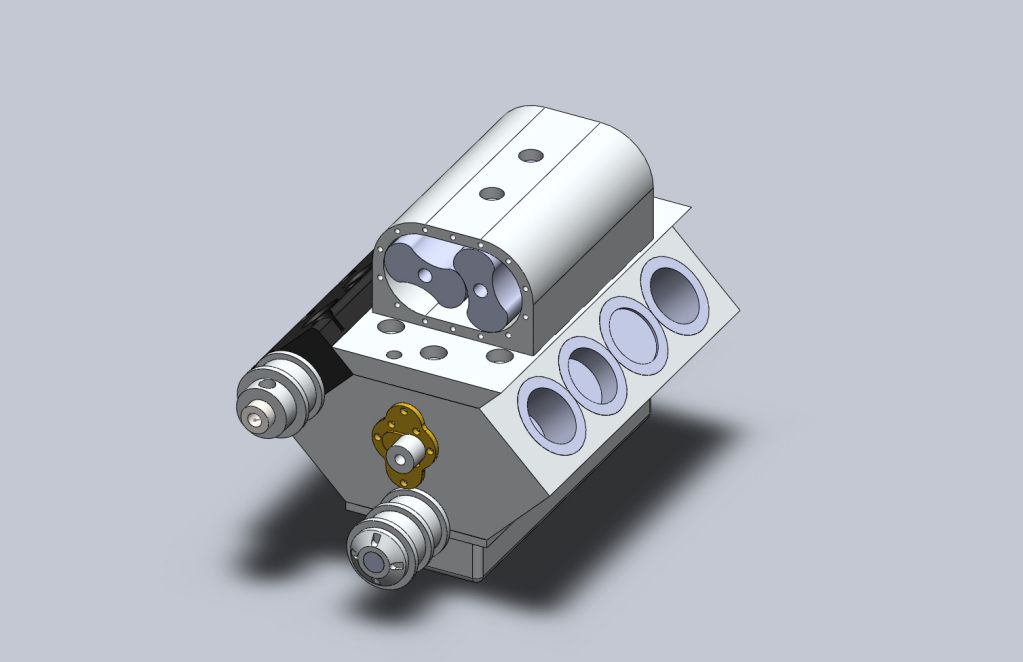
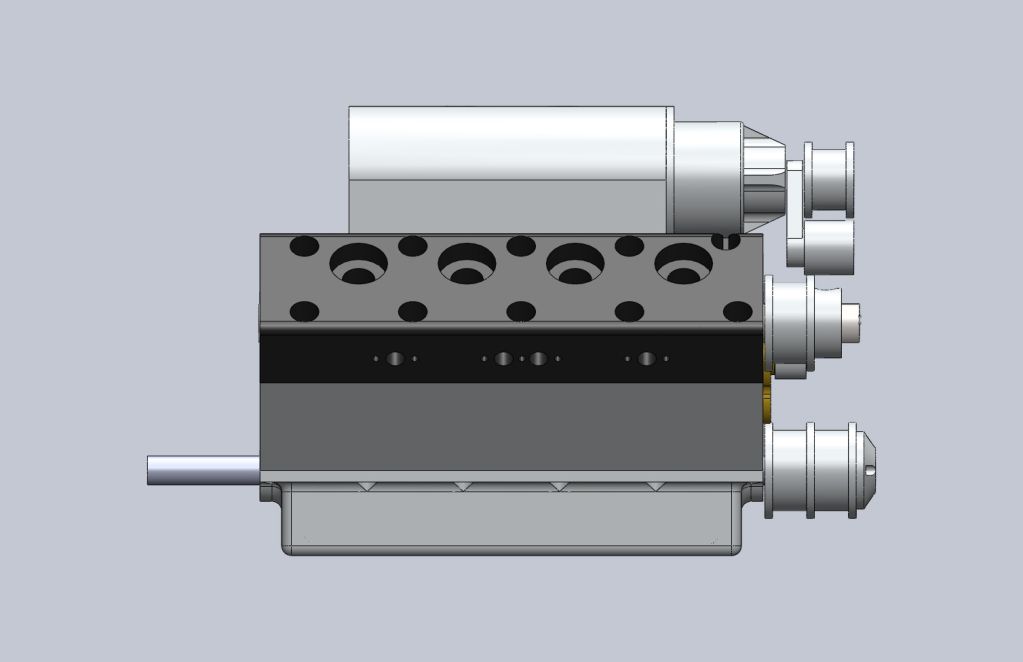
I have been working on designing a V8 two stroke glow engine with a .5in bore and stroke. I plan on starting work on this engine as directed project for collage.
since i don't know much cause I'm just starting out in the machining world, i thought id run it buy you guys for your advice. i know i shouldn't be attempting a V8 but what can i say...
It's a very simple (for the most part) design. I'm not going for pretty I'm hope for running.
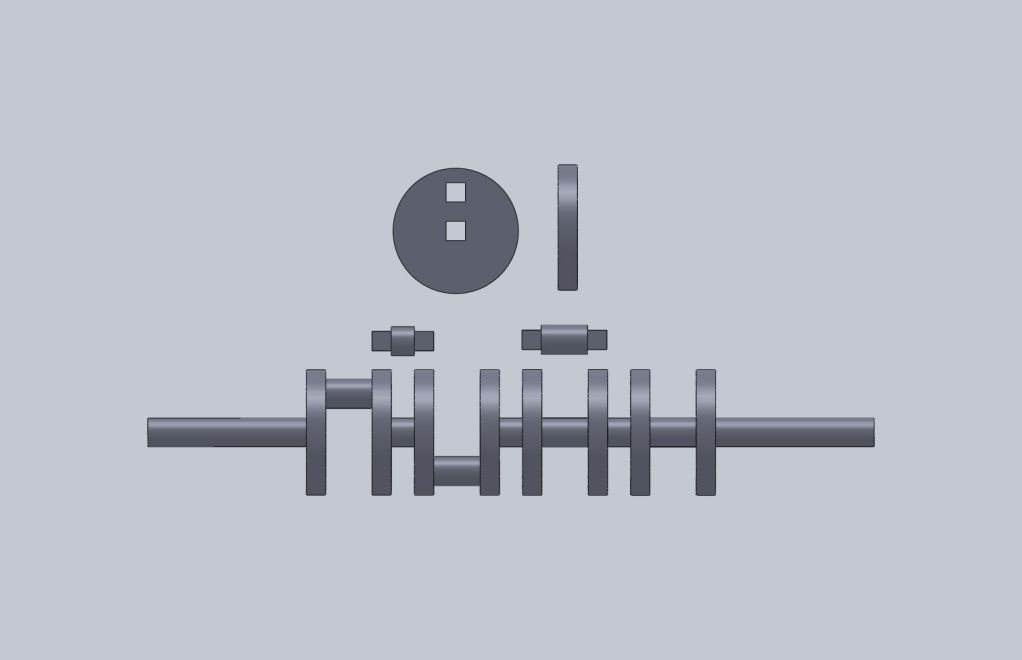
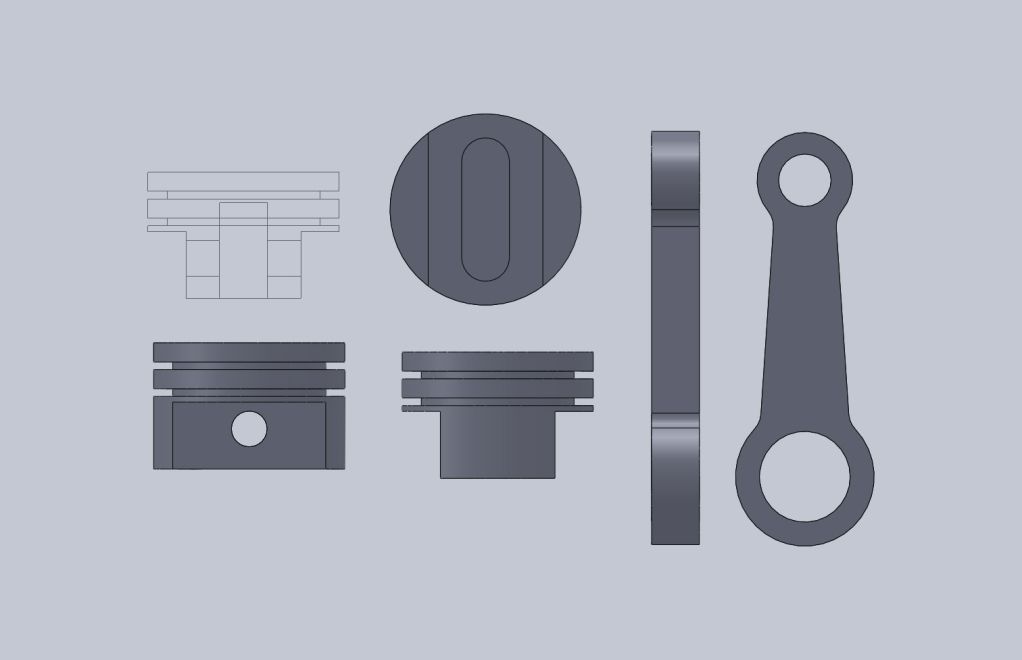
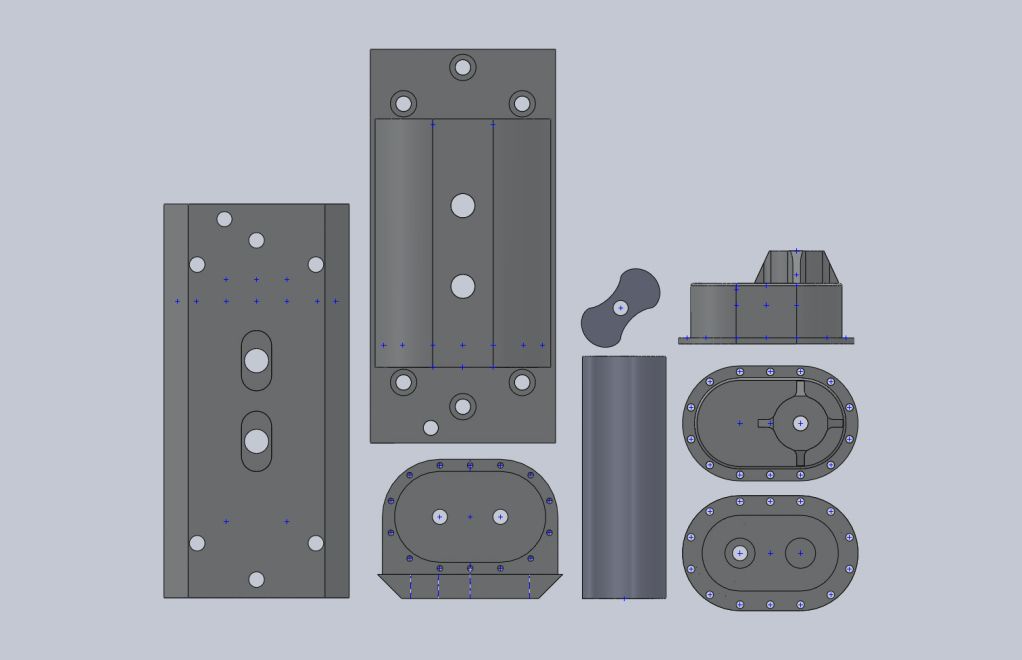
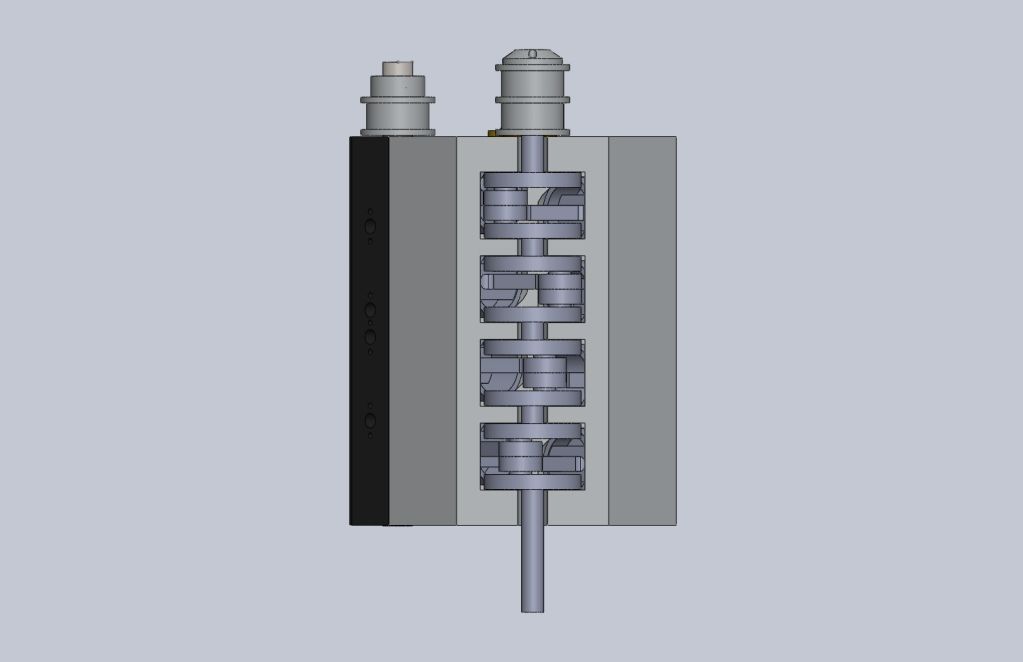
The engine is Two stroke based off a Detroit diesel. therefor a supercharger. im going with a rotary valve setup for "simplicity". the crank is modular steel discs and drill rod held together by square holes.
more details to come...

since i don't know much cause I'm just starting out in the machining world, i thought id run it buy you guys for your advice. i know i shouldn't be attempting a V8 but what can i say...
It's a very simple (for the most part) design. I'm not going for pretty I'm hope for running.
The engine is Two stroke based off a Detroit diesel. therefor a supercharger. im going with a rotary valve setup for "simplicity". the crank is modular steel discs and drill rod held together by square holes.
more details to come...
") ), it maybe would be better to start and learn from a single piston, get this to run and then scale up. A V8 has LOTS of parts (and lots of duplicate parts) so error seeking and correction can be quite frustrating...
), it maybe would be better to start and learn from a single piston, get this to run and then scale up. A V8 has LOTS of parts (and lots of duplicate parts) so error seeking and correction can be quite frustrating...