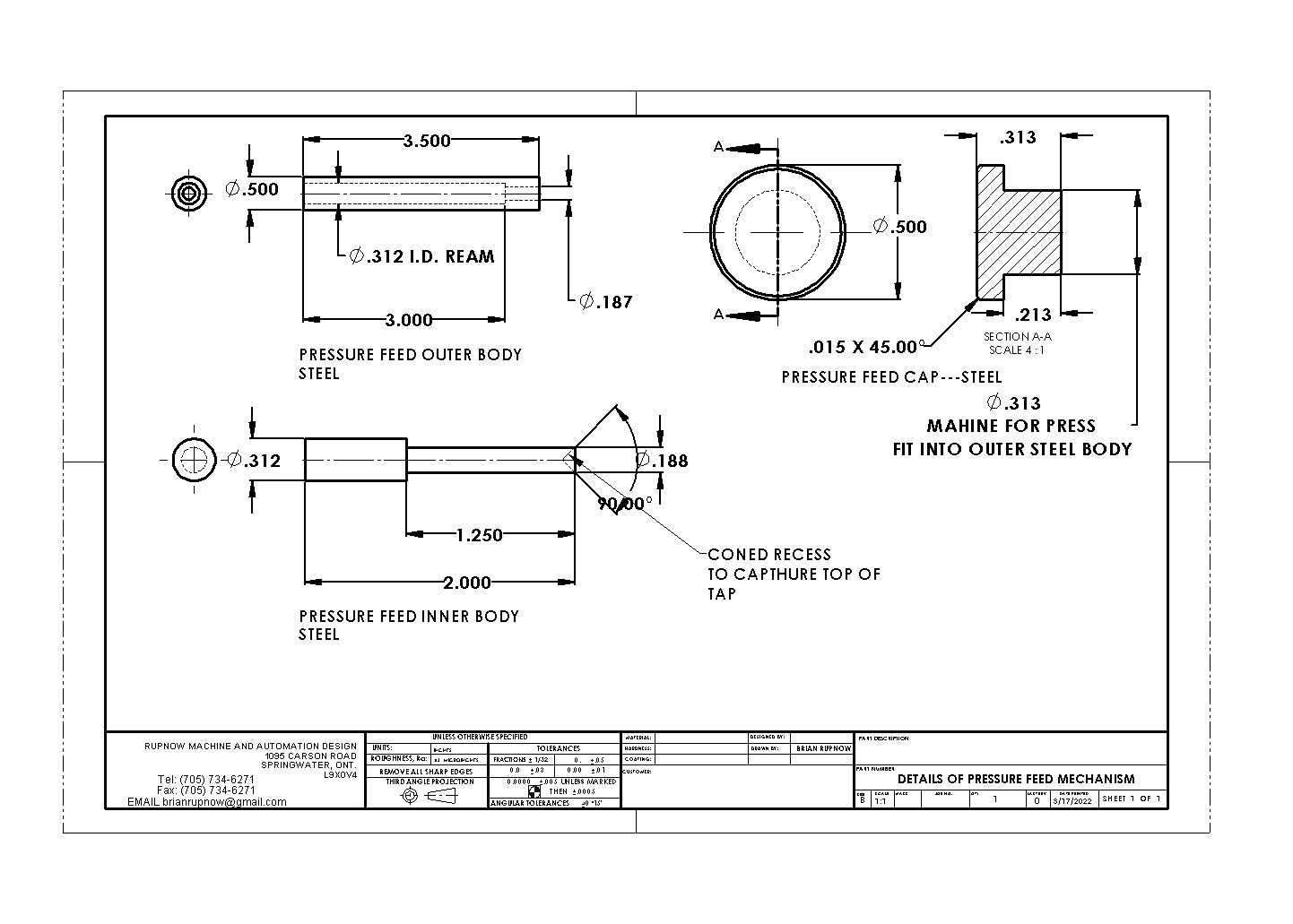
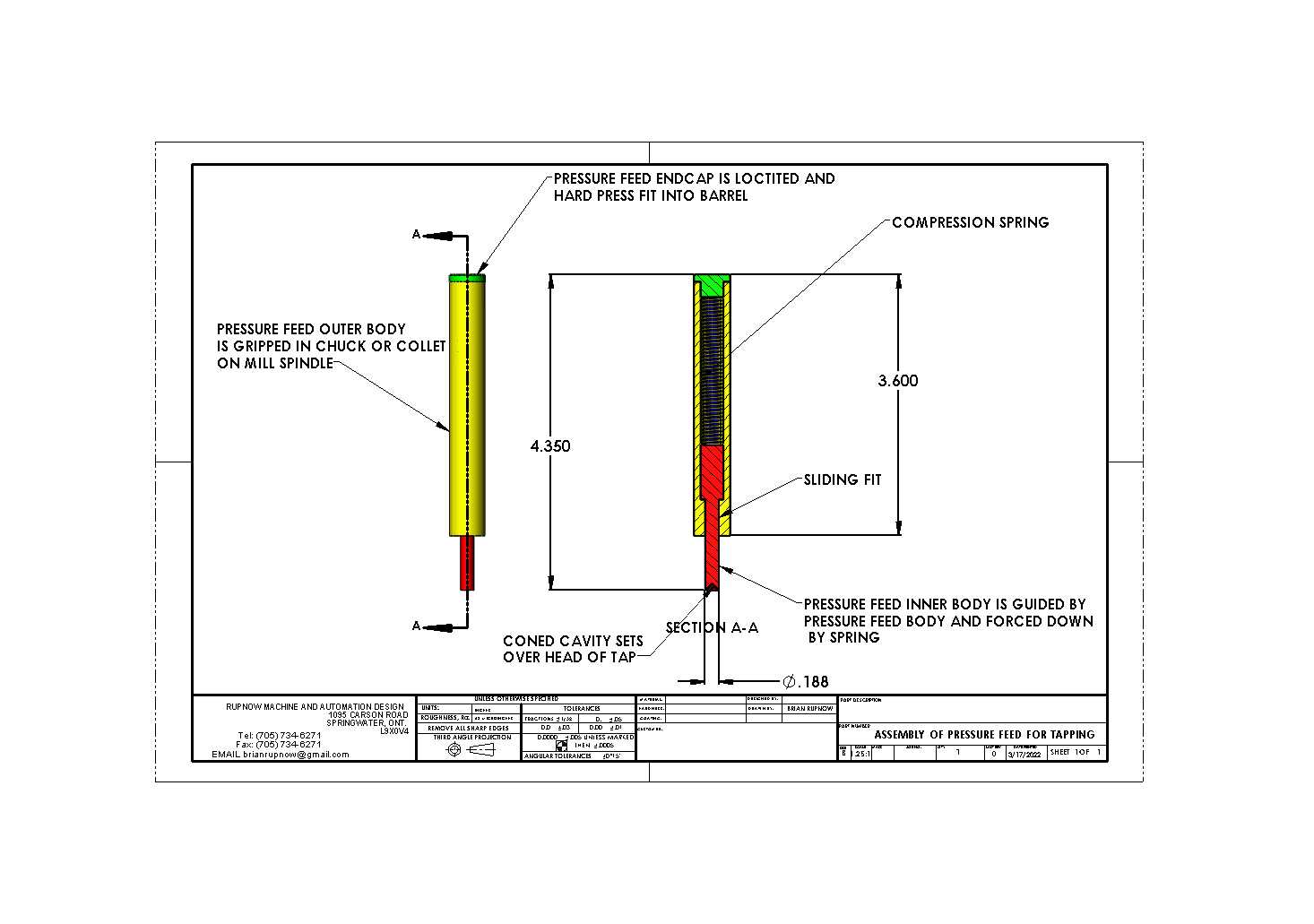
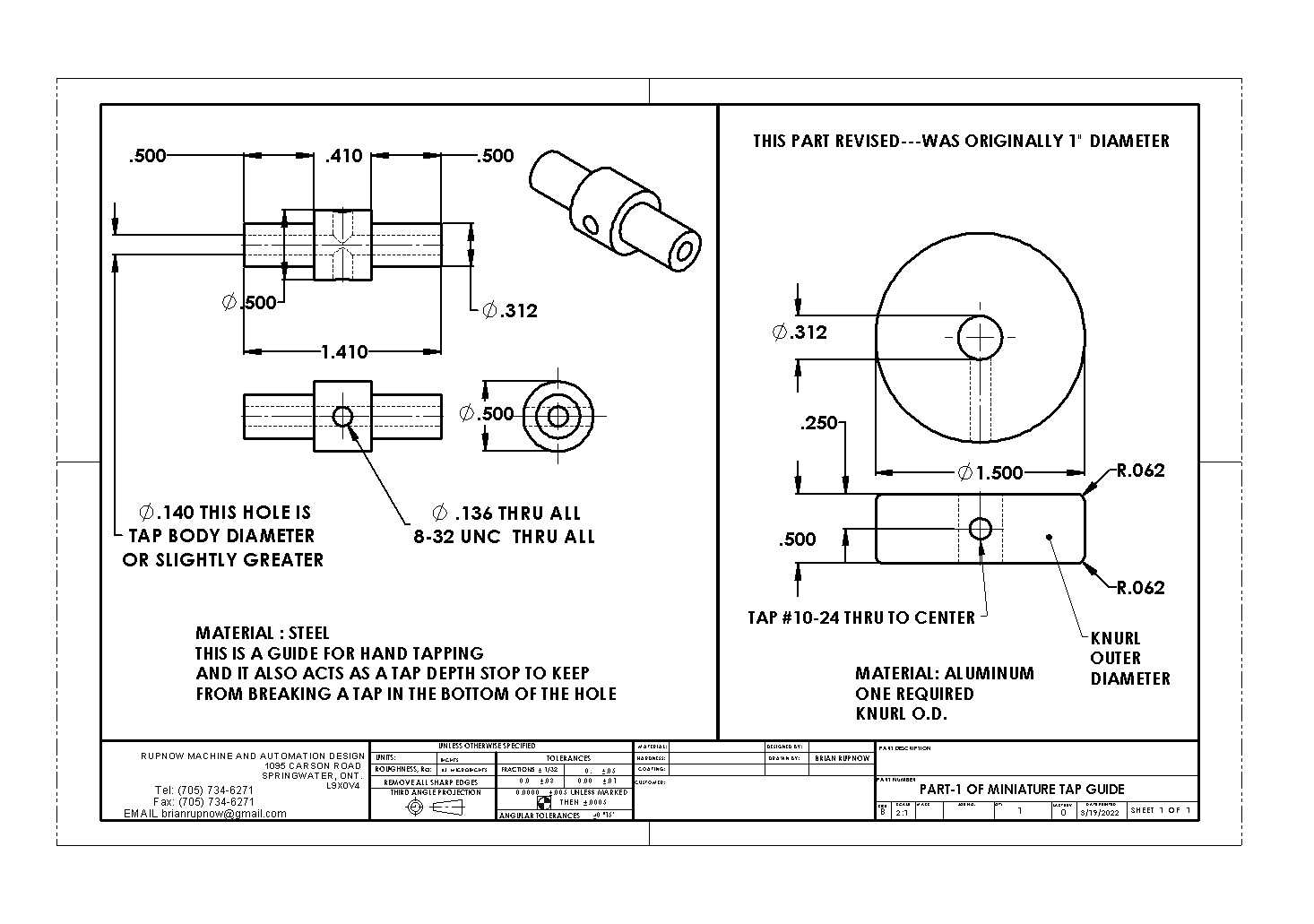
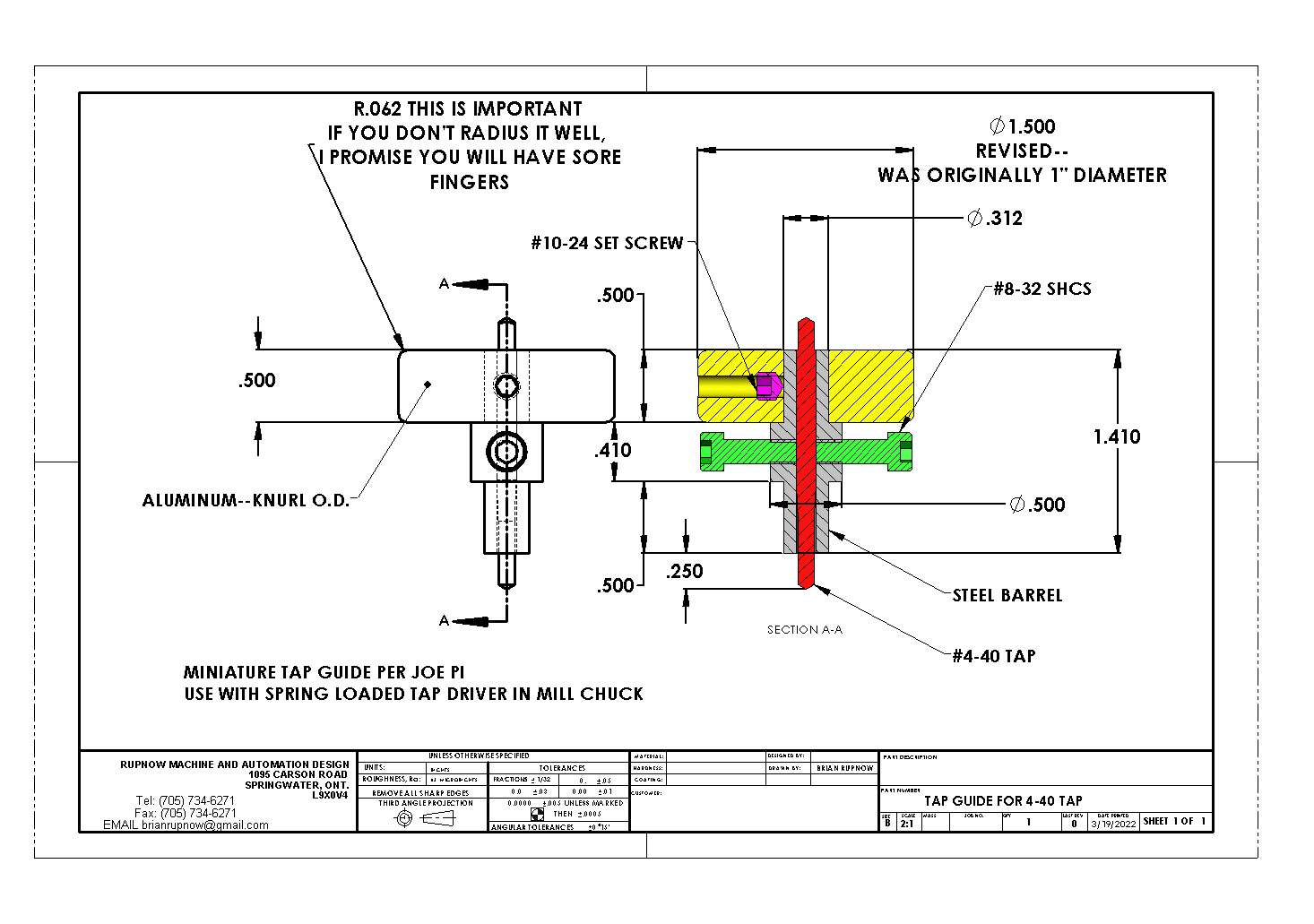
I am about to embark on a mission of drilling and tapping about 100 holes in mild steel with a #4-40 tap. I've done a bit of research, and came up with what I think are great plans for tapping small threads, to a preset depth and not having them bottom out in the drilled hole and break, or break from misalignment. These will work in the milling machine, immediately after the hole has been drilled. One tool is the hand operated tap guide/depth stop, the next is a spring loaded center which goes into the mill chuck and provides both guidance and a spring loaded "down-pressure" to keep the tap pressed into the work being tapped.---Brian
Last edited: