raveney
Well-Known Member
Hello,
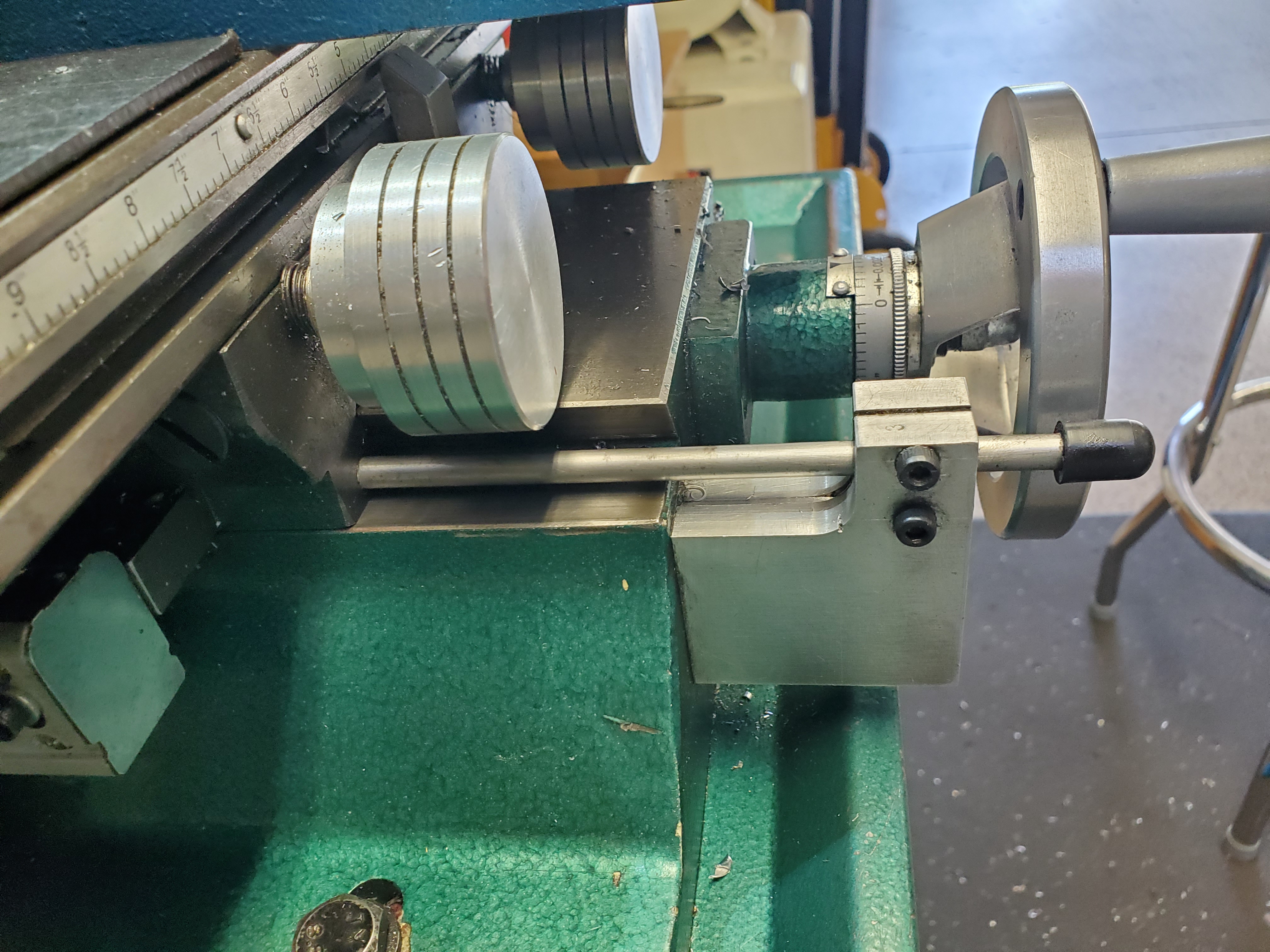
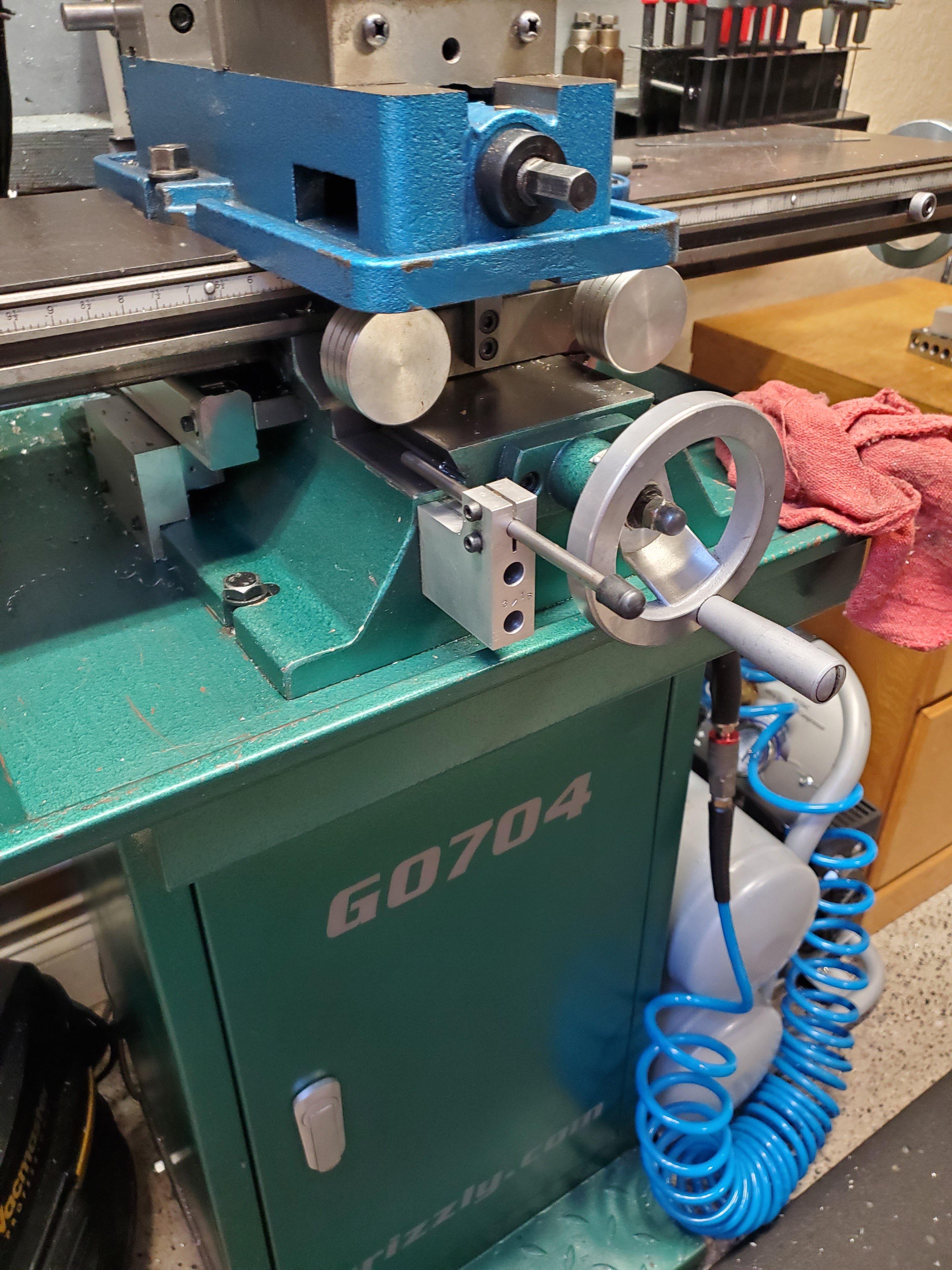
In between projects at the moment, so making some tooling and doing maintenance on equipment in the home-shop. One of the things that is missed on most import hobbyist mills are table stops. My G0704 has decent ones on the x-axis, but none on the y-axis. I had added one for the front of the table that worked very well, but was using two rod couplings and a stud for the rear stop. The rod coupling idea worked okay just laying it on the dovetail ways, but it wasn't very accurate or repeatable.
This little mill can't take large cuts in one pass, so repeatability is necessary when roughing out a hollow part like a valve cover or oil pan . Then one can adjust and make the final pass to dimension.
The attached sketch and photos are what I did this morning.
I used what hardware and material I had on hand. I found that the column was about 0.375 thick where I mounted the rear stop body. The draft angle was negligible.
Dimensions are not critical at all. Just watch that your clamping screws don't break through into your reamed drill rod hole. I had a +0.001 reamer so the adjustment rod slides freely and clamps down securely. The bump test showed +/- 0.0002 on both stops.
In between projects at the moment, so making some tooling and doing maintenance on equipment in the home-shop. One of the things that is missed on most import hobbyist mills are table stops. My G0704 has decent ones on the x-axis, but none on the y-axis. I had added one for the front of the table that worked very well, but was using two rod couplings and a stud for the rear stop. The rod coupling idea worked okay just laying it on the dovetail ways, but it wasn't very accurate or repeatable.
This little mill can't take large cuts in one pass, so repeatability is necessary when roughing out a hollow part like a valve cover or oil pan . Then one can adjust and make the final pass to dimension.
The attached sketch and photos are what I did this morning.
I used what hardware and material I had on hand. I found that the column was about 0.375 thick where I mounted the rear stop body. The draft angle was negligible.
Dimensions are not critical at all. Just watch that your clamping screws don't break through into your reamed drill rod hole. I had a +0.001 reamer so the adjustment rod slides freely and clamps down securely. The bump test showed +/- 0.0002 on both stops.
Attachments
-
Grizzly_Y_axis_stops_hand_sketch.pdf656 KB · Views: 21
-
 finished rear stop.jpg2 MB · Views: 18
finished rear stop.jpg2 MB · Views: 18 -
 Front table stop.jpg3.2 MB · Views: 3
Front table stop.jpg3.2 MB · Views: 3 -
 G0704 mill x axis stops.jpg1.8 MB · Views: 2
G0704 mill x axis stops.jpg1.8 MB · Views: 2 -
 indicating true.jpg1.5 MB · Views: 2
indicating true.jpg1.5 MB · Views: 2 -
 layout holes in column.jpg1.9 MB · Views: 3
layout holes in column.jpg1.9 MB · Views: 3 -
 layout.jpg1.8 MB · Views: 2
layout.jpg1.8 MB · Views: 2 -
 reaming plus 1 thousand.jpg2 MB · Views: 3
reaming plus 1 thousand.jpg2 MB · Views: 3