I made a d bit reamer for my rocking engine bore and it worked perfect. It was brass though.
I followed the instructions given here before and had no problem making it.
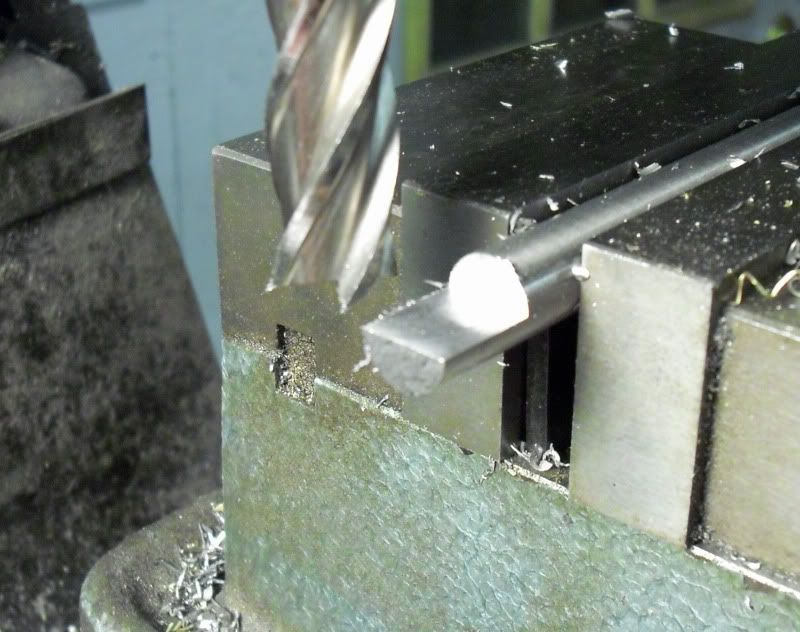
I did file the relief on the front and side before heat treat and I used water hardening rod, quenched in oil with no temper done.
Worked really well. Another way to go might be a tool makers reamer. Just remove metal on the bias, like slicing a rod on the diagonal.
Haven't tried that yet.
Good luck, and sorry about the rods,
Sean







")