I must wake up 4 or 5 times a night and, nowadays, I'm always thinking about machining.
I started making the vise stop. Two pieces. Not too much to see here.
Here's the raw stock....
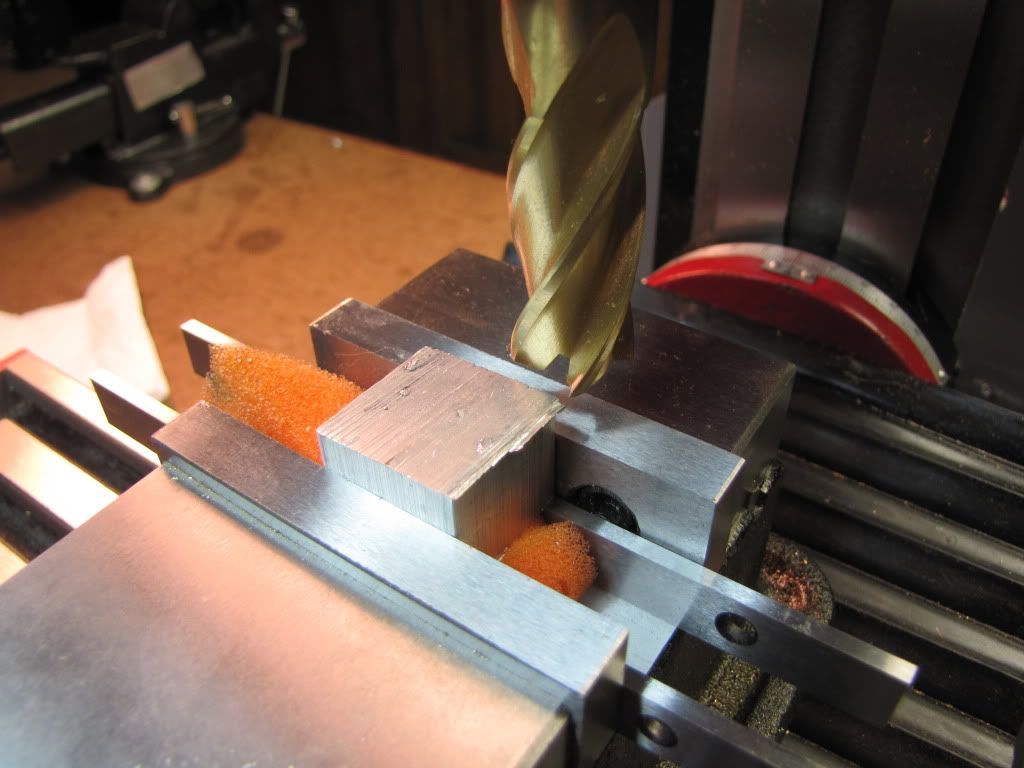
Mounted in the middle so the vise pressure is the same along the jaw. The orange bit is my halloween foam to keep the parallels from moving about. So far, no matter what I do (i.e. using a mallet), the part lifts off one of the parallels as I tighten.
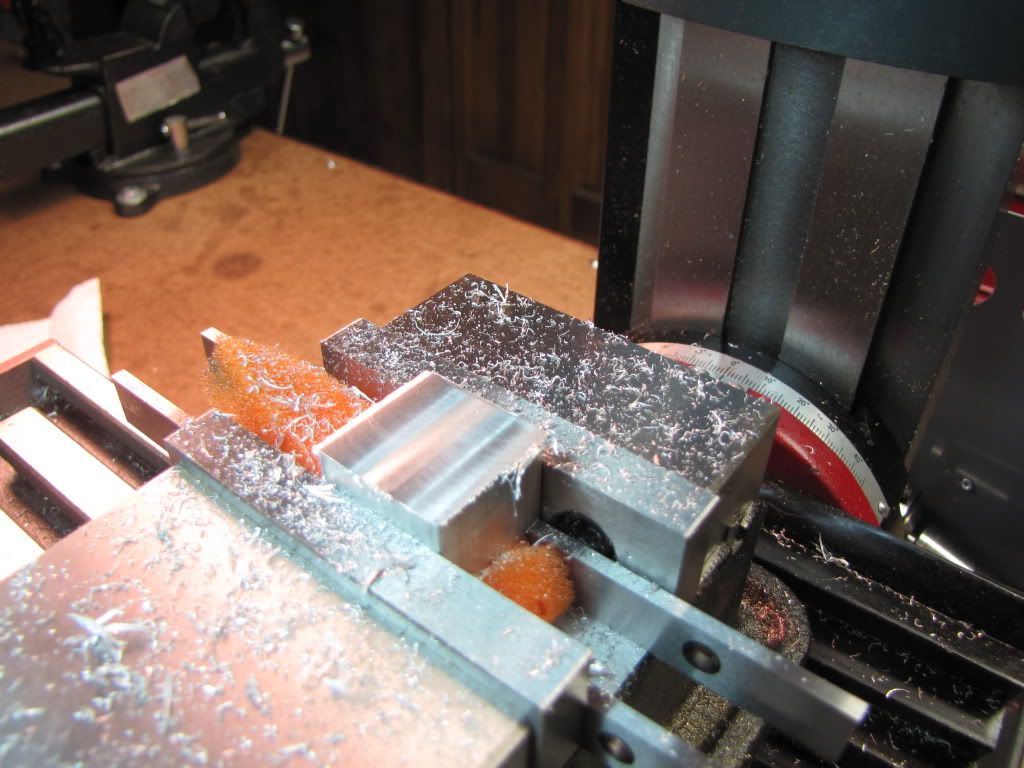
Used my biggest end mill to get the biggest cut...
I think I know enough to get one side flat and then use it as a reference for all other work. For example, when I flip if over and mill the other side, the two sides should be parallel. And, so long as I mill the sides, from the side, they should be square.
Still don't know when it's best to use 4-flute over 2-flute other than 2-flute seems preferred when plunge cutting.
I think the part's too small to flycut. Besides...this is about making the tools to tram the mill so it can flycut (i.e. the flycut would not be accurate).
A couple of things on my mind...
a) Two parts like this means a lot of milling cuts to make all sides square (although I may not do all of them).
b) Once shaped I have to drill/tap two holes. Have to be a bit careful so the two on one piece line up with the two on the other.
c) Should this have started out as a one piece? Mill everything, drill the two holes, and then separate the pieces? After separation, tap two of the holes? How to separate? Maybe bandsaw then mill to clean up? The two faces are not critical. Maybe slitsaw? I would want to clamp what would be both pieces and that looks difficult. Use a small diameter end mill? Could clamp properly then.
But 'c' requires a bigger lump of metal...which, as it turns out, I have. But I don't have a way yet to cut it out of the piece I have.
All this for a vise stop. Interesting, not.





")