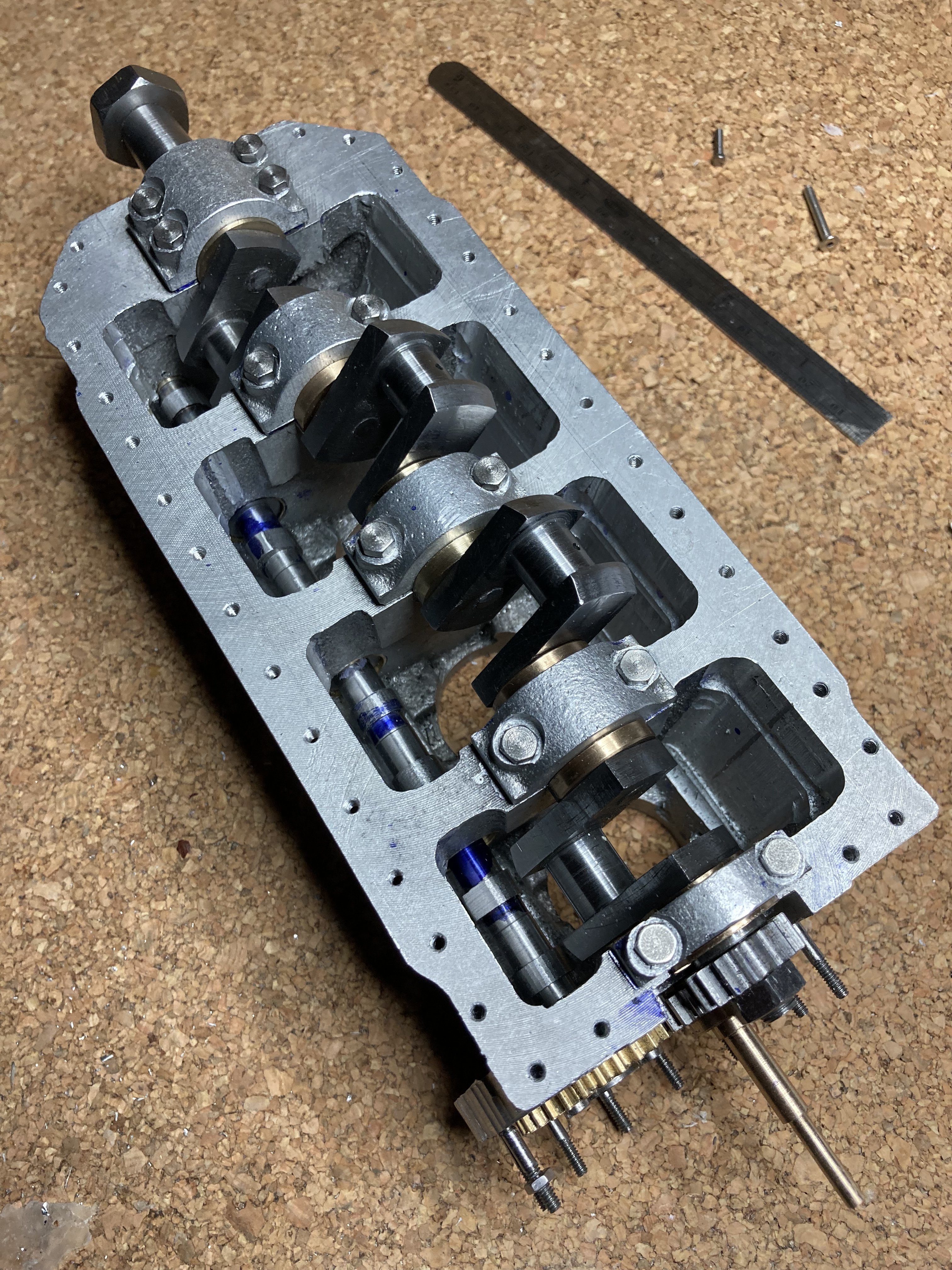
In the quest to get the sump, crankcase and oil pump fitted together I needed to complete the crank shaft which meant get the oil ways blanked up where needed , cut a key way for the 15 tooth gear and generally fit the bearings and end caps with properly sized shims.

A bit of skimming on the bronze bearing ends was needed here and there but generally the crank fitted well enough and I got the bolts down tight with the shaft turning smoothly.
Also shown is the camshaft assembly trial fitted with the cam segments in place. Cams are not hardened yet, might need to wait for warmer weather.
I was a little concerned that the cam dimensions (lengths) might need adjusting given the crankcase is a DIY effort but in fact the segments worked out quite well with only a little adjustment required.

Here‘s the set up for cutting the cams with a blank bolted onto an eccentric shaft about 0.528 in offset and using a graduated disc to keep track of the profile cutting. The profile is cut 10 degrees at a time. Its a very similar set up to Les Chenery’s V twin engine design. Cut the first profile surface ,stop, advance 10 degrees, cut the next profile and repeat 23 times. 22 for the exhaust cams.
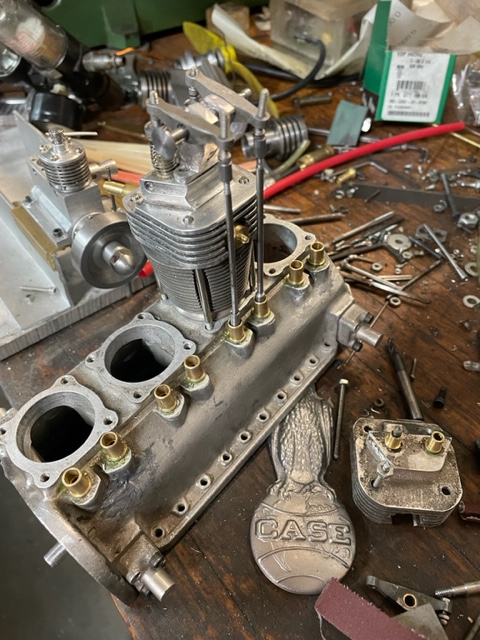
With much of the internal assemblies and gearing in place I made a trial fit of the three castings.

The oil pump was cast before the crankcase and I had not made any allowance for shrinkage so it was a relief that it more or less went together without too many problems. I was worried there would not be sufficient metal for the studs around the gear casing, but it just made it. It was nice to turn the crank nut and see the oil pump gear turn smoothly. Just roughed out the gear case profile on the crankcase here.
Can‘t wait to get on to those heads!