--I'm not ready to tackle threading so I will leave that lever on the right alone. I have to get used to either using the power feed for the carriage or get really good at setting the compound rest parallel to the ways and use it to move the cutting tool along. The reality of life is that most parts I make are short. Don't really need power feed for short parts. I have had a couple of people on the forums say that they use the power cross-feed for parting off. I have to think about that one.

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Cx701 lathe report
- Thread starter Brian Rupnow
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Cogsy
Well-Known Member
My first lathe was a Sieg C3 and it had the hand wheel on the apron for longitudinal movement, my current lathe has a small hand wheel on the end of the lead screw. I have to say I hated the new configuration when I first made the change. I'm used to it now but I think I'd still prefer the hand wheel on the apron. I guess I'm saying you might be surprised once youget used to it.
I have never had power cross feed, so i can't comment, but I do use power long feed often, especially when trying to get a nice uniform finish even with a smallish part. You'll get used to that quickly as well.
Congrats on the purchase!
I have never had power cross feed, so i can't comment, but I do use power long feed often, especially when trying to get a nice uniform finish even with a smallish part. You'll get used to that quickly as well.
Congrats on the purchase!
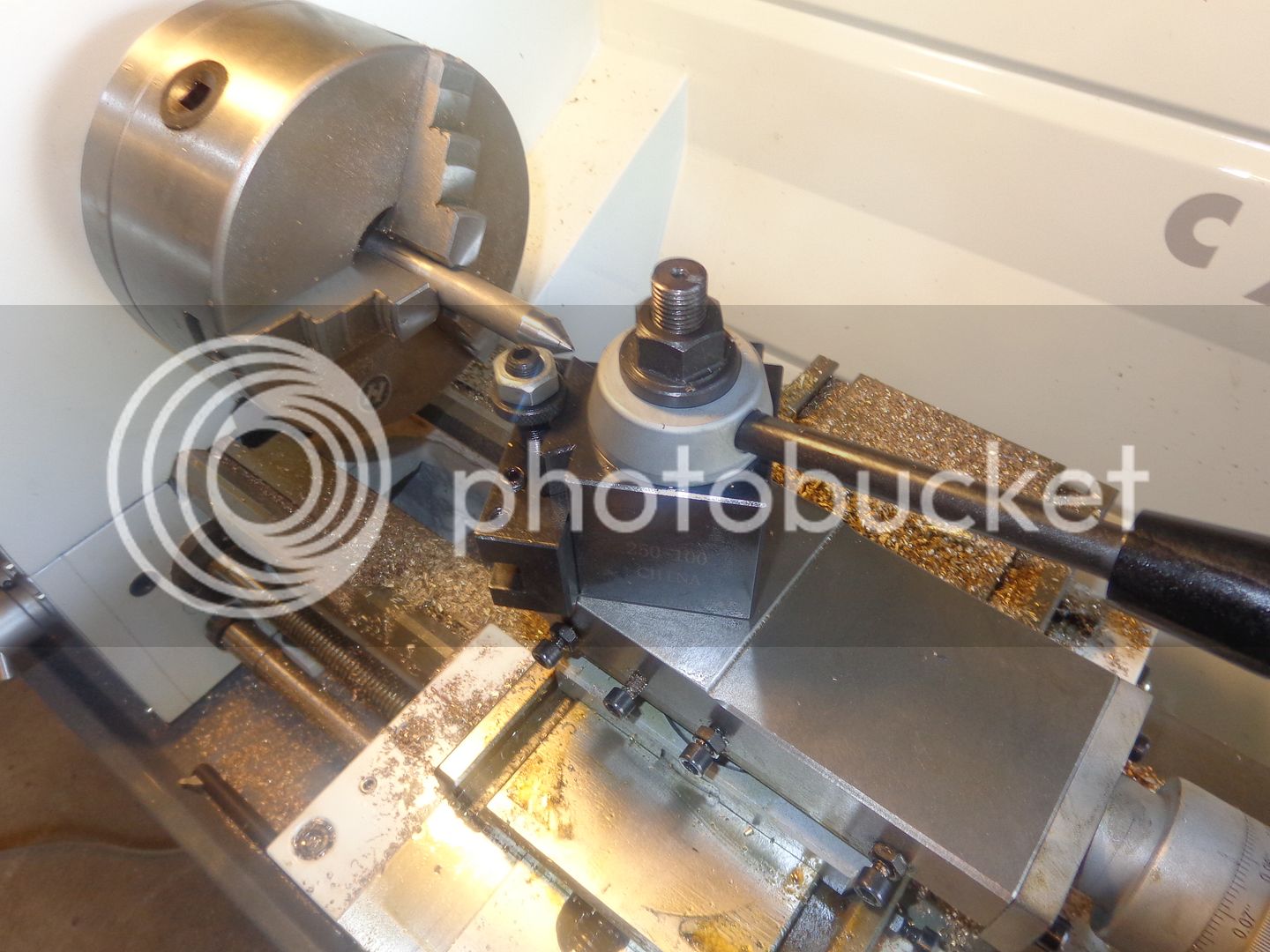
When I purchased the lathe, I also purchased the BusyBee equivalent of an AXA quick change toolpost. This BusyBee unit is identical in physical size to one I purchased a few years ago from Little Machine Shop which I have on my B2227L lathe. Some careful measuring shows that it will work on the new CX701 lathe, but the maximum tool size it will take and still allow me to get the tip of the tool at or very marginally below the center of the spindle axis is a 3/8" square tool. It also lets me get the the tip of the cut-off tool marginally below center. This doesn't pose a major problem, as the 3/8" square tool is what I have been using for the last 6 years, and it does everything I need it to. I now have to do a bit of head scratching to see what is involved in mounting the quick change toolpost, hopefully without trashing any of the current toolpost parts in case I ever want to change back.
Brian, I part off all the time with the power feed, try it you will like it.
johnny1320
Middle aged Member
- Joined
- May 15, 2013
- Messages
- 149
- Reaction score
- 16
When I purchased the lathe, I also purchased the BusyBee equivalent of an AXA quick change toolpost. This BusyBee unit is identical in physical size to one I purchased a few years ago from Little Machine Shop which I have on my B2227L lathe. Some careful measuring shows that it will work on the new CX701 lathe, but the maximum tool size it will take and still allow me to get the tip of the tool at or very marginally below the center of the spindle axis is a 3/8" square tool. It also lets me get the the tip of the cut-off tool marginally below center. This doesn't pose a major problem, as the 3/8" square tool is what I have been using for the last 6 years, and it does everything I need it to. I now have to do a bit of head scratching to see what is involved in mounting the quick change toolpost, hopefully without trashing any of the current toolpost parts in case I ever want to change back.
Once you go to a quick change tool post you will not go back
Johnny--I have had a quick change toolpost on my old lathe for five years. This installation is on my new lathe.---Brian
RonGinger
Well-Known Member
I have to get used to either using the power feed for the carriage or get really good at setting the compound rest parallel to the ways and use it to move the cutting tool along. The reality of life is that most parts I make are short. Don't really need power feed for short parts. I have had a couple of people on the forums say that they use the power cross-feed for parting off. I have to think about that one.
You do need power feed for short pieces- it will give a much better surface finish than you will get by hand cranking. To me that is about the most fundamental lathe operation. It is also the best way to not make tapered parts, unless you want a taper.
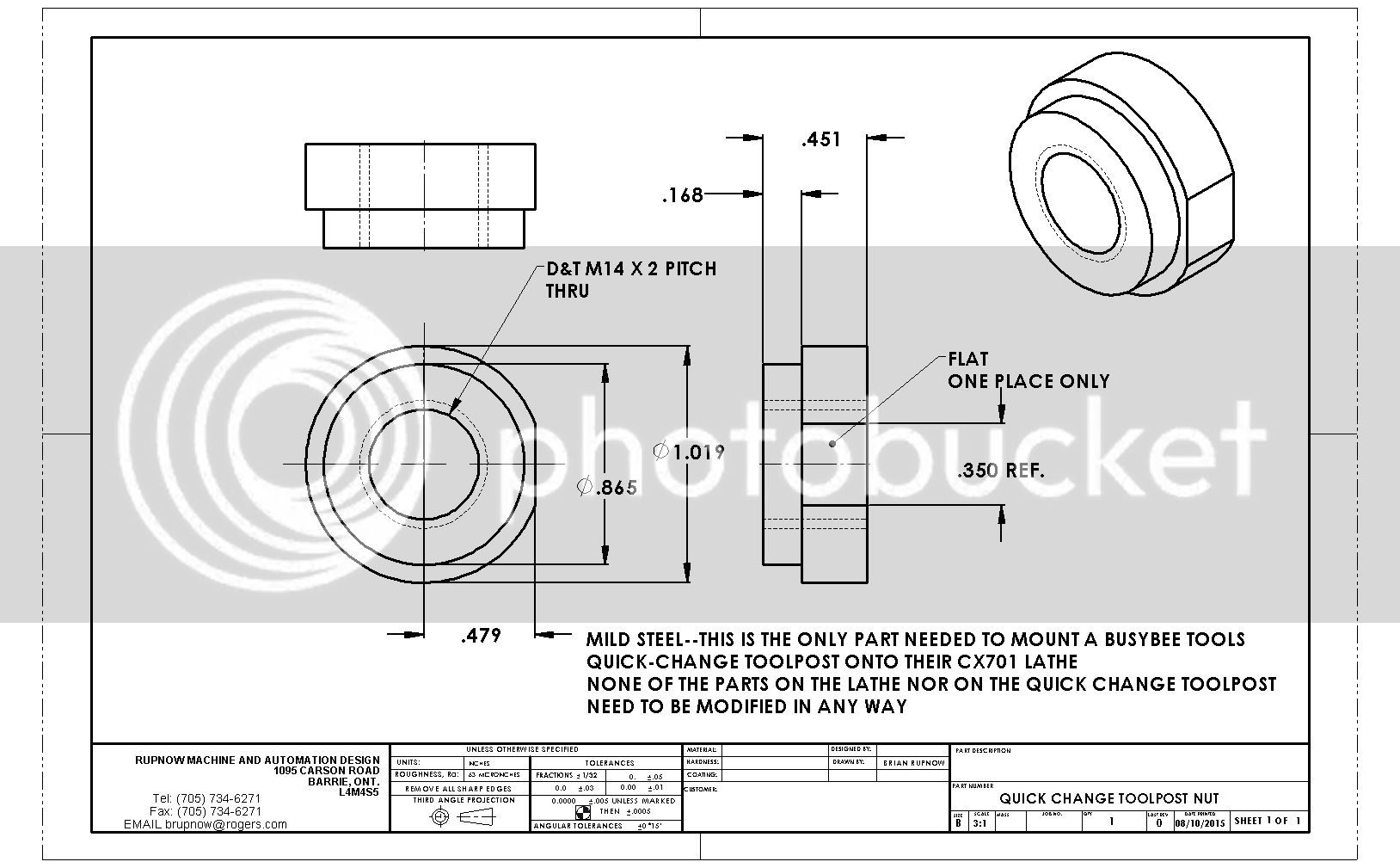
Well!! That little exercise went far, far better than I expected it would!!! When I asked what lathe their quick change toolpost kit from BusyBee would fit, they all hummed, and hawed, and shuffled their feet.--Nobody really knew. This morning I started pulling apart the toolpost which comes on the lathe to see just how things compared to their quick change toolpost "kit". I absolutely did not want to change either the original lathe toolpost nor the quoick-change toolpost kit in any way. The upshot of it all was that I only had to make one new part to mount the quick change toolpost on my new lathe. i am attaching a drawing of the part I made. With the quick change toolpost mounted in place, I can get the top of a 3/8" HSS cutting tool about 1/16" maximum below the center of the chuck. It also works fine with my boring tools which mount in the quick change toolpost, and with the 1/2" deep parting off tool. It would NOT work with a 1/2" square HSS because you can't get the tool low enough. This is all fine by me, as 3/8" square cutting tools are what I have been using for the past 6 years.




johnny1320
Middle aged Member
- Joined
- May 15, 2013
- Messages
- 149
- Reaction score
- 16
Busybee told me the quick change tool post wouldn't work on my CT089, didn't take much to make if work.
Swifty
Well-Known Member
Looks exactly like the QCTP that I purchased earlier this year, the only negative thing about mine is that the sockets on the screws clamping the tool bit soon round off. My tool holders take 5/8" shanks and I have also made a special holder for 20mm shanks that I used on the old 4 way post. I occasionally change the toolposts around depending on which tool I want to use, it takes about 20 seconds.
I like your topslide table with the T slots in it, the ability to move the whole topslide in further is a great idea.
EDIT, I just went out and checked the code on the QCTP, mine is a 250-200, a slightly bigger size.
Paul.
I like your topslide table with the T slots in it, the ability to move the whole topslide in further is a great idea.
EDIT, I just went out and checked the code on the QCTP, mine is a 250-200, a slightly bigger size.
Paul.
Last edited:
Today we got very bold, and tried out the power feeds. I think I have the levers on the front sorted out. The left hand lever lets you choose which direction the table moves, right of left. The center lever has three positions, and gives you 3 choices of table speed. .0025" per revolution, .005" per revolution, and .010" per revolution. (I'm not sure if that is inches of travel per revolution of the spindle or inches per minute. Since it is tied in with a gear train to the spindle which is variable speed, it only makes sense that it would be inches per revolution of the spindle.) The right hand lever appears to be a two position lever that either rotates the lead screw for threading or the feed screw for moving the carriage. There are a number of signs proclaiming dire consequences if you manage to engage the "feed lever" and the "threading lever" at the same time. I think they might be talking about the half nut lever on the apron, but I'm not sure.--Maybe someone can help me out with that. Since I have no intention of threading in the immediate future, I may remove that half nut lever and store it somewhere so I don't make a mistake and engage it.---Or put that right hand lever away somewhere after putting the feed screw into the "on" position.---Whatever guarantees that I don't inadvertently engage both "threading lever" and "feed lever"at the same time and wreck things. It might be my imagination, but it looked as if the travel speed of the crossfeed was a different rate of travel than that of the carriage.--It seemed to be a lot slower.--Would that be right? Now that I have tried out most of the things there are to try out on this lathe, I will vacuum up all the chips and give it a good bath with odorless solvent to get rid of all the "Chinese Gunk" that came on it and oil all of the many ball oilers.
Swifty
Well-Known Member
Brian, I would be surprised if the feed shaft and the lead screw both rotate at the same time, the lever for selecting feed or threading should only have one or the other turning. As for the feed rate, it will be per revolution. On my lathe, and I think that it's fairly common to most, the cross feed is half the longitudal feed rate.
Paul.
Paul.
Thank you Paul. ---A question--I would say that 95 percent of the work I do on a lathe is either turning an o.d. up to a shoulder or boring in a blind hole. I wouldn't dare to use the power feed on a blind boring job. On my old lathe with the handle on the leadscrew (complete with graduations) I would bring the tool up to the face of the work being turned or bored, then back the tool out clear of the part, advance the carriage towards the chuck by turning the leadscrew handle until it was at the distance I required from the face, then move my carriage stop up to the side of the carriage and lock it in position. Then I would manually advance the carriage while taking cuts until it came up against the carriage stop. If the distance was especially critical, I had made provision for attaching an altered digital caliper to the carriage and to an adjustable stop mounted to the lathe bed on the right hand side of the carriage. As long as I can keep the compound rest set perfectly parallel to the headstock on this new lathe, then I can effectively repeat the same process for turning and/or boring as I did on my old lathe. However, if I choose to use the power feed for turning an o.d. up to a shoulder, first, without a DRO (which I don't want to buy) how do I know where to stop my first cut, other than scribing a line on the part and using it as a visual reference? Secondly, if I then want to make more cuts using power feed, do I depend on the visual cue to know when to disengage the power feed or do I just get "close" to the shoulder, then disengage the power feed and finish the cut with the big wheel on the front of the apron?
- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,285
For power feeding just get close then finish manually
I never power feed into a blind hole,and only use the power feed on longer lengths.The more you use confident you get.Keep going,its like driving a car
most of the time you dont think its just automatic.Good luck.barry
I never power feed into a blind hole,and only use the power feed on longer lengths.The more you use confident you get.Keep going,its like driving a car
most of the time you dont think its just automatic.Good luck.barry
Swifty
Well-Known Member
Brian, I often use the power feed for internal and external shoulders. For short shoulders my usual set up is to wind the saddle close to the start of the job, use the saddle clamp to lock the saddle, zero the dial on the saddle handle being careful to take out the slack, then using the top slide, I touch the end of the piece to get my zero and then move it in the required amount and lock in position. I can now use the feed on the saddle and when close to zero I disengage the feed and wind the rest by hand. It's surprising how close you can get under power, I usually stop about .040" away.
For longer pieces, I just take a cut until close, zero the handwheel on the saddle, measure and adjust with the topslide.
Very easy after a bit of practice.
I'm thinking about putting a readout on the lathe, that will make life a lot simpler for me.
Paul.
For longer pieces, I just take a cut until close, zero the handwheel on the saddle, measure and adjust with the topslide.
Very easy after a bit of practice.
I'm thinking about putting a readout on the lathe, that will make life a lot simpler for me.
Paul.
Last edited:
Well, unless something truly horrible or unusual happens, I am not going to post any more on this lathe. It runs good, it does everything it is advertised as doing, and seems like a tight, well engineered lathe. The manual could be a lot better, but it does cover the basics. When I purchased the lathe, I also purchased the stand it is setting on in the picture. The lathe comes with 3 jaw chuck, 4 jaw chuck, steady rest, follow rest, and faceplate and all of the change gears. I also purchased a 5/8" tailstock chuck and arbor, a tailstock live center, and a quick change toolpost. My total cost, including the hateful 13% goods and services tax come to $4500 Canadian. In spite of some of the bad press I managed to dig up on the internet about this lathe, I would recomend it to others to buy. I am happy with my purchase.----Brian
Swifty
Well-Known Member
That's great Brian, and I feel that the more you use it, the happier you will become with you decision to purchase it. Enjoy using it.
Paul.
Paul.
Yesterday marked my first true test of the longitudinal power feed on this lathe. I had a 12" length of cold rolled round steel that I wanted to use on my bandsaw conversion, and for some strange reason the entire length was .003' to .004" larger than .625".--Not much, but enough to keep it from sliding into the sheaves or bearings I was using. I chucked it up in the new lathe and made two cuts, each .001" deep over the full unchucked length using the power feed. It was a delight to see the fine chip coming off and the resulting smooth finish. I held about 6" in the chuck and turned the first 5 1/2" from one end, then flipped the part around in the chuck and did the other end. It left a small difference in the center where nothing rides on the mandrel, but nothing that some emery cloth wouldn't quickly take out. This was due to about a .002 TIR on the chuck itself, which is about the same TIR as my older lathe.--I was very impressed!!!
Today, with heart in mouth and hand on E-stop button, I tried out the power cross-feed for parting off steel. It was a 3/4" diameter piece of 1018 cold rolled, with a 9/32" thru hole in the center. The lathe was turning at 400 rpm. The piece parted off beautiful---no squealing, no chattering, nice 3/32 wide chip rolling off the top of my 3/32" parting off tool. I used lots of squirt on cutting oil. I am very impressed. I actually parted off two pieces for a machine I am building.--So--another milestone reached with the new lathe.
I have reached the conclusion that even though the dials on this machine read in sensible increments, to really get any worthwhile usage out of it, I am going to have to put a set of DRO's on it. There isn't really any good way to utilize the longitudinal power feed with any degree of accuracy without a set of digital readouts. I can't use the power feed to bring the carriage to a stop up against a "carriage stop" the way I could on my old lathe (on which there was a handle on the end of the leadscrew to move the carriage longitudinally by hand). The travel on the top-slide is only 1.6", which isn't enough for many things. I did add a small digital scale on the top-slide, but it simply isn't enough travel to be really worth-while. The overall robustness and accuracy of the lathe seems to be great, but if you don't know how far the tool is travelling, then the lathe has little value. I also miss being able to rotate the top-slide for chamfering and tapering operations.---I can still do it, but then I need to use a dial indicator to reset the topslide perfectly parallel to the "ways" if I only use the topslide with it's limited travel for longitudinal movement. I am still learning when it comes to lathework in general, and some of this learning curve is expensive.
Similar threads
- Replies
- 1
- Views
- 3K
- Replies
- 0
- Views
- 1K