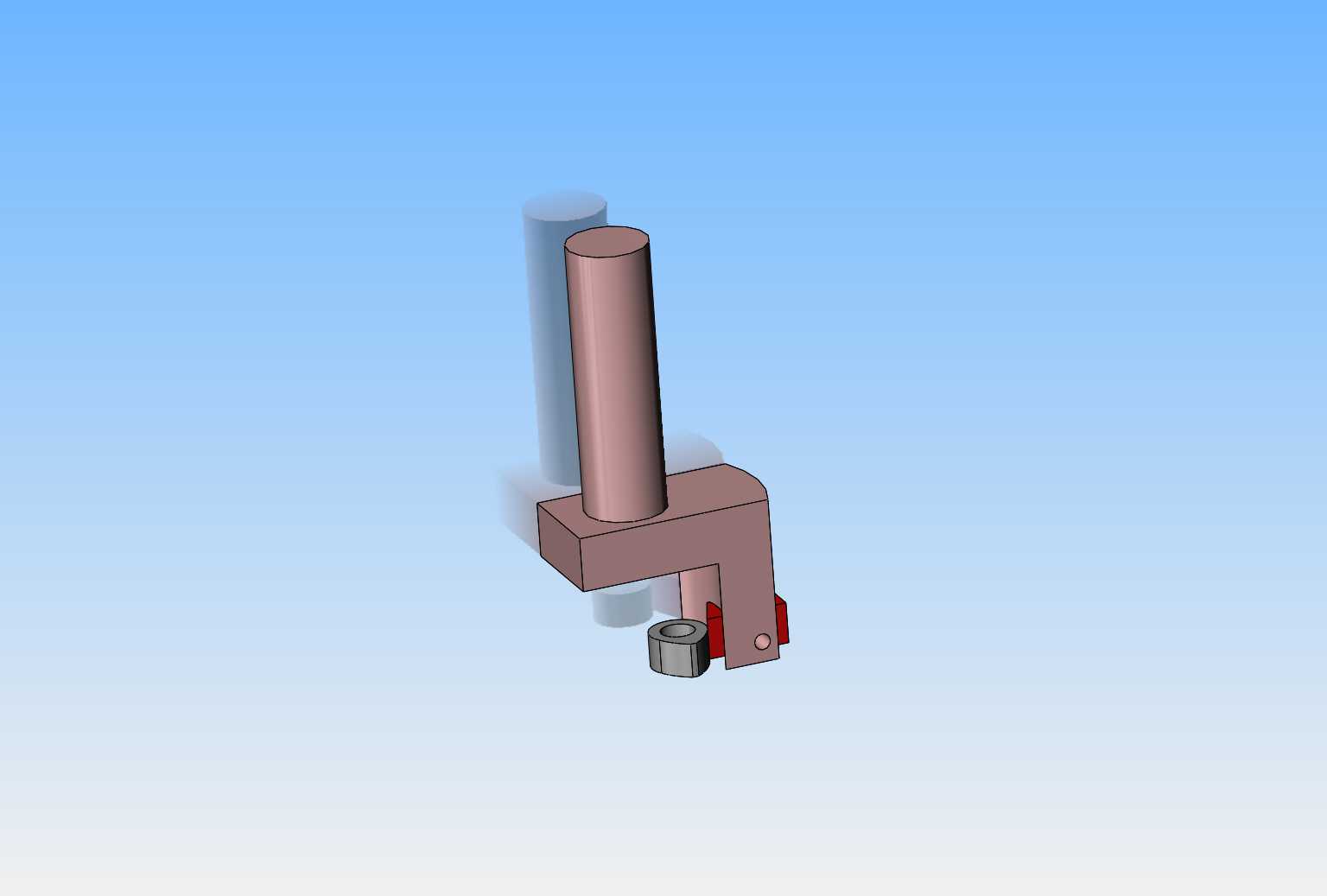
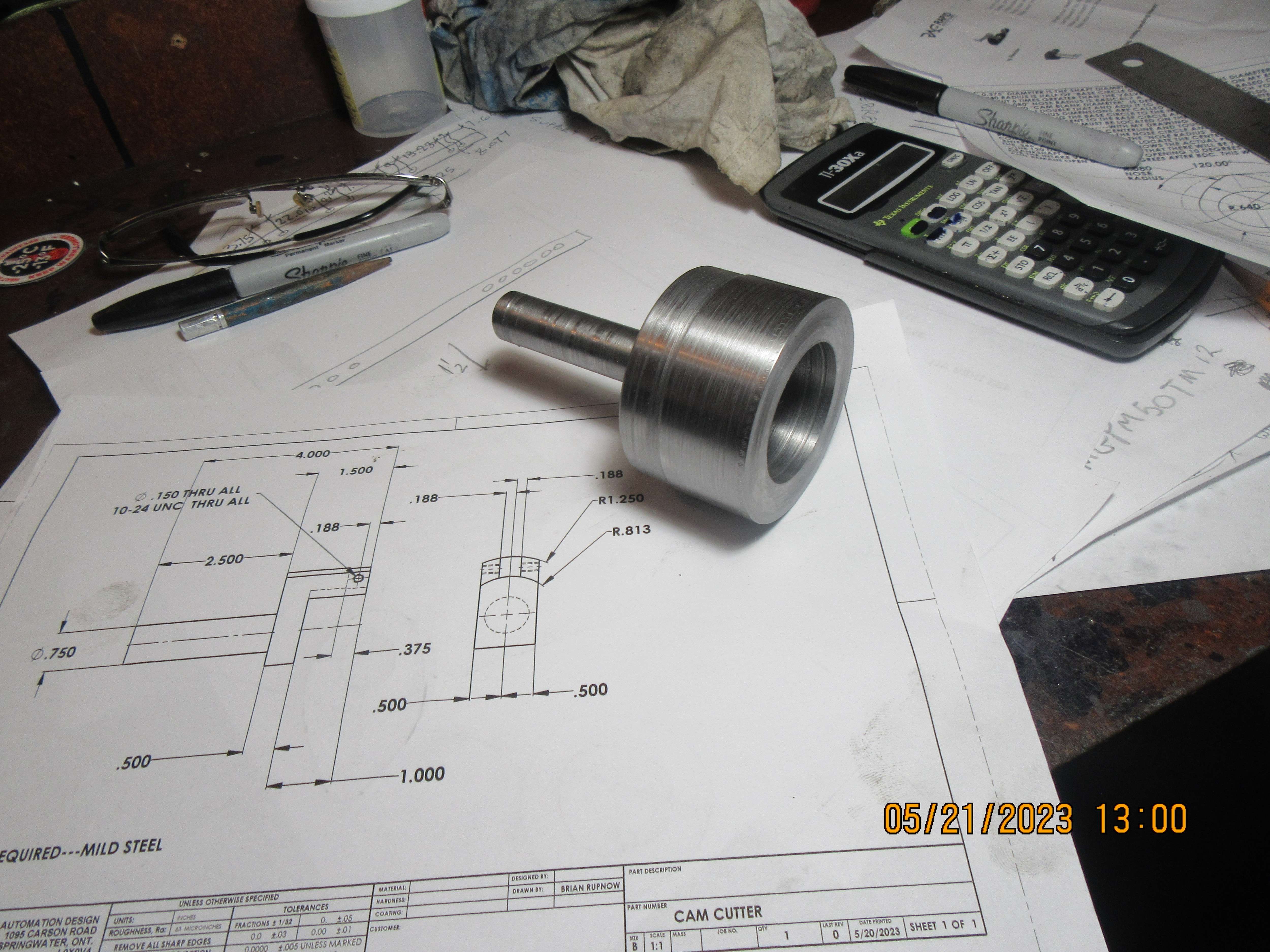
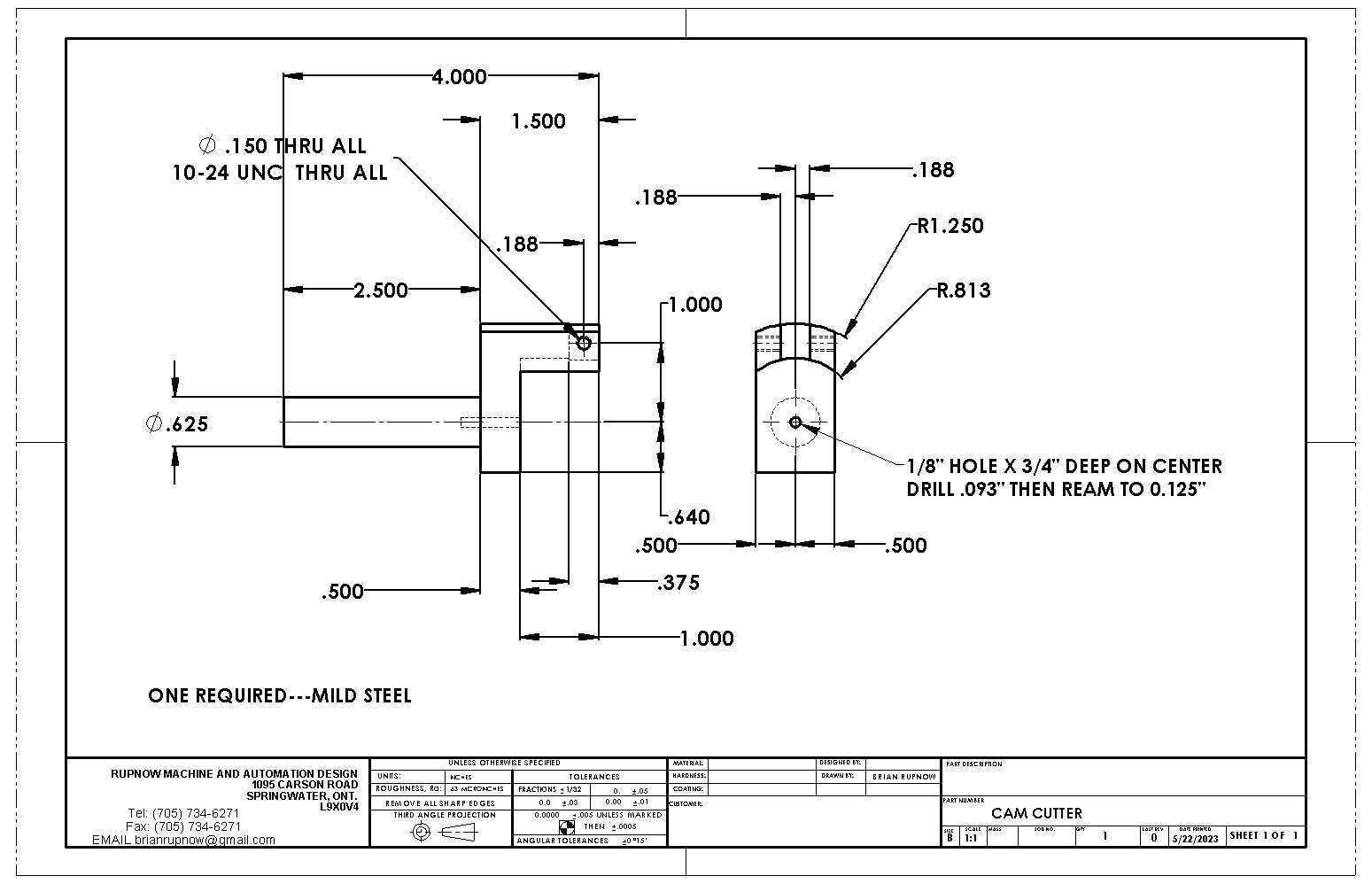
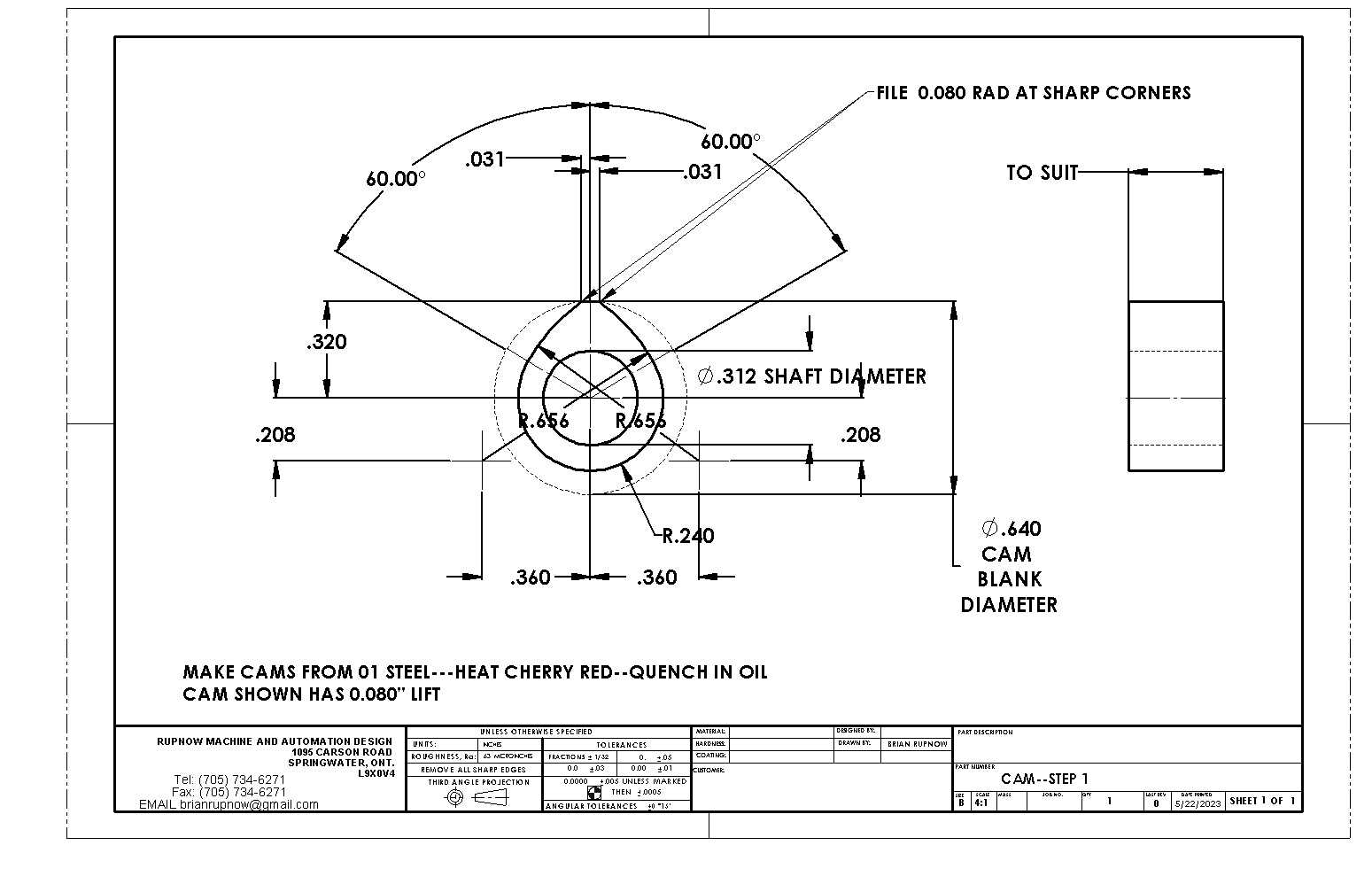
I've been out sick for a month. Very bad back pain and arthritis. Yesterday, I felt like designing something for the first time in a month. I have no CNC in my shop, only manual machines. I know of two ways to make a cam with radiused flanks. Both ways are somewhat tedious, although they do yield a very nice cam. I may have came up with a third way to do this, so today I'm in my shop working on a prototype. If you don't know---a cam with a roller tappet works just fine with no radius on the flanks at all. But--A cam with no flank radius can't run properly with a normal round, flat bottomed tappet.--Every time the flat non radiused side of the cam hits the flat bottom of the tappet, it "slaps" it. This is bad ju-ju. Although some people get away with it, I prefer to do it the right way. My method requires a number of simple steps, and I will try to walk you thru it.

Cutting a cam with radiused flanks
- Thread starter Brian Rupnow
- Start date