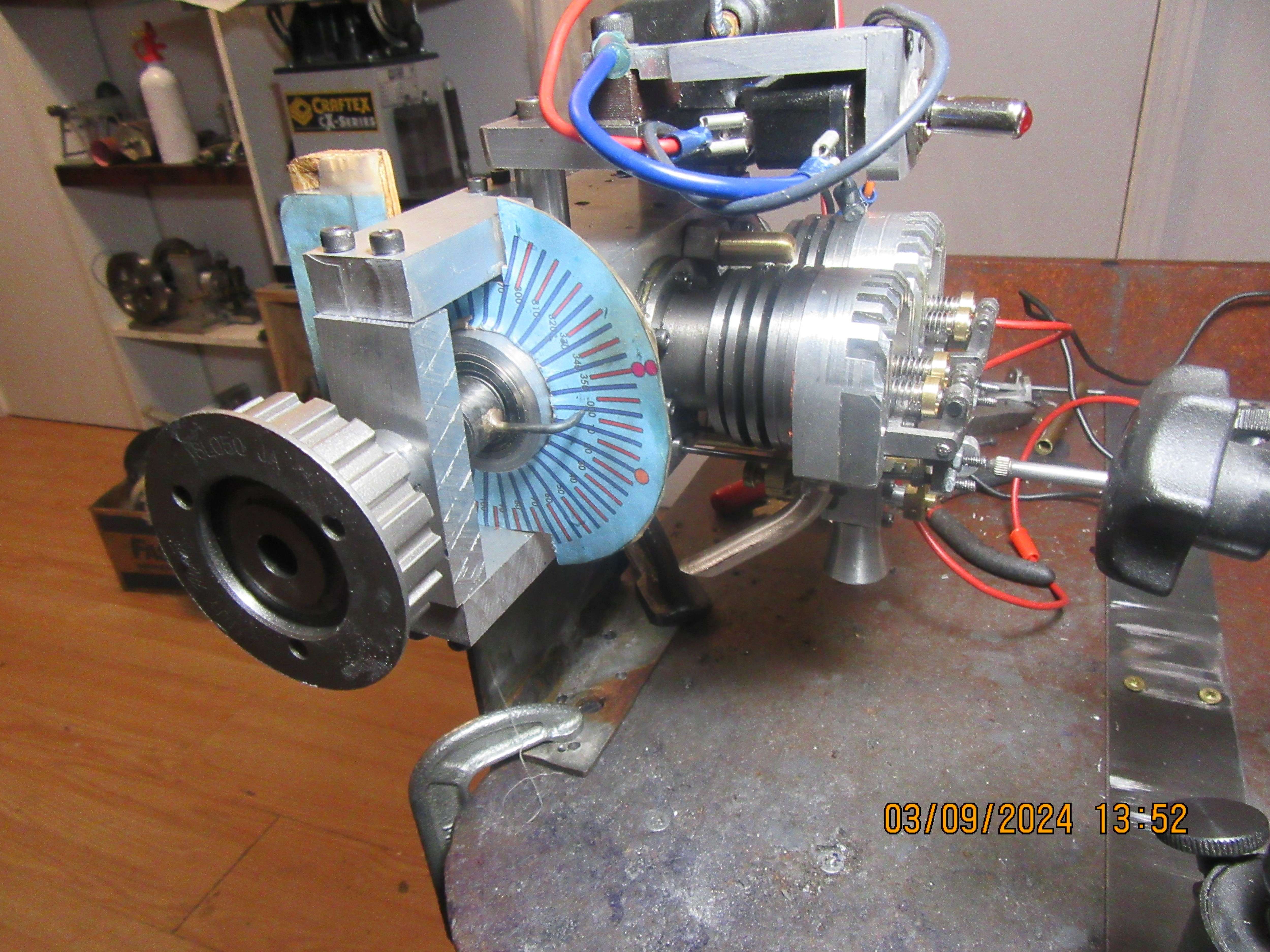
The old cams which were made with a flank radius are out!!!. The new cams with no flank radius are in. What a nasty, nasty job it has been. All of the rocker arms are rocking their little brains out when I turn the crankshaft. Now, once again I am ready to set my valve lash and cam timing. Setting the valve lash is not really a big deal. Setting the cam timing is. I haven't got there in my head yet, but I need to figure out a set up where I can put a dial indicator on the rocker arm to tell when it begins to be influenced by the cam, and yet still have access to the underside of the engine to spin the individual cam segments until they begin to influence specific tappets. This is where life would be a lot simpler with a one piece camshaft with lobes on it. I THINK that I have to mount the engine so that the cylinders are horizontal, which allows me access to the rocker arm side for my dial indicator but also gives me access to the inside of the crankcase to adjust the individual cam segments. I'm going to stop, have a coffee, and figure out just how I'm going to do that.

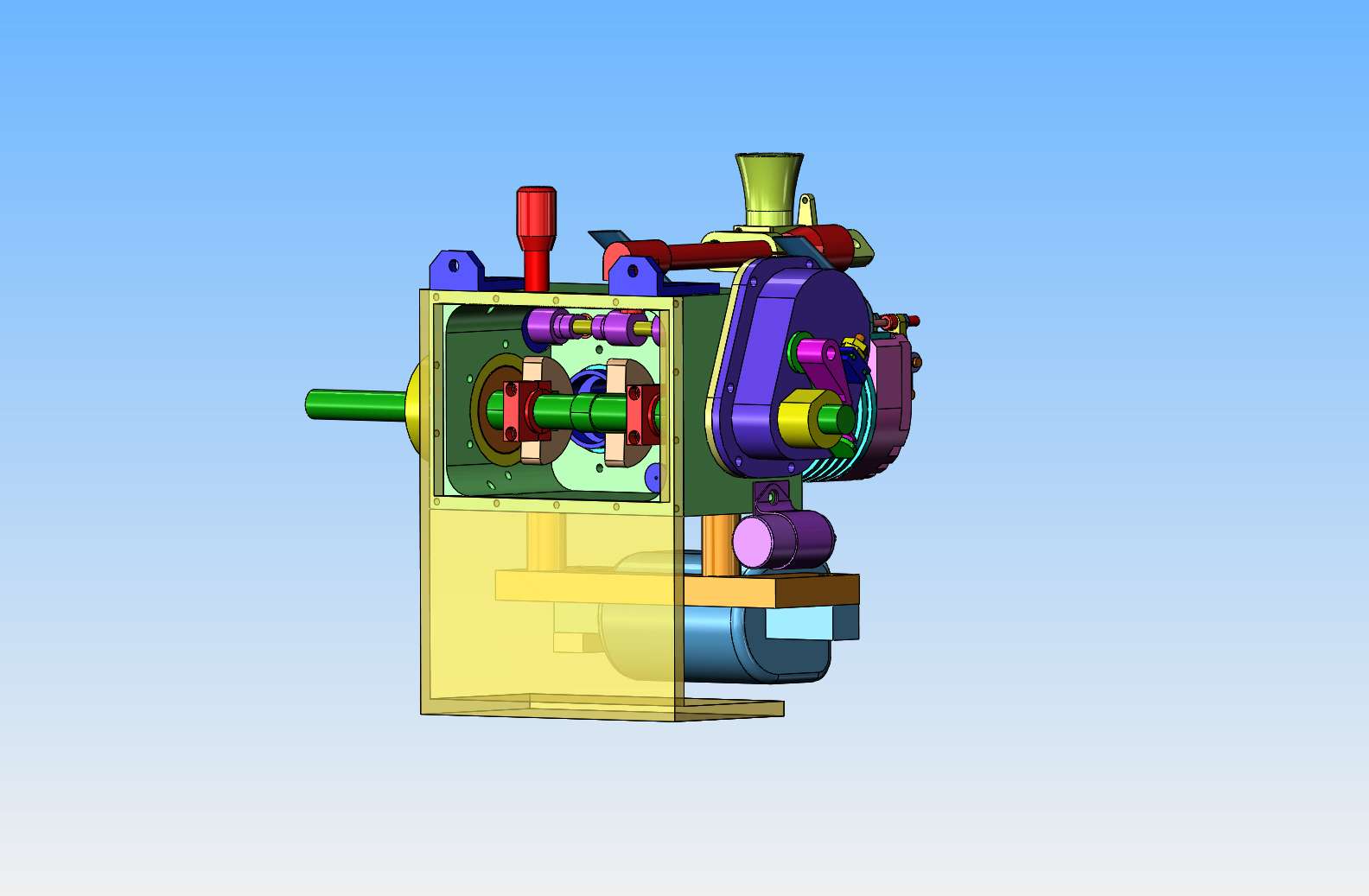
Building a twin cylinder inline i.c. engine.
- Thread starter Brian Rupnow
- Start date