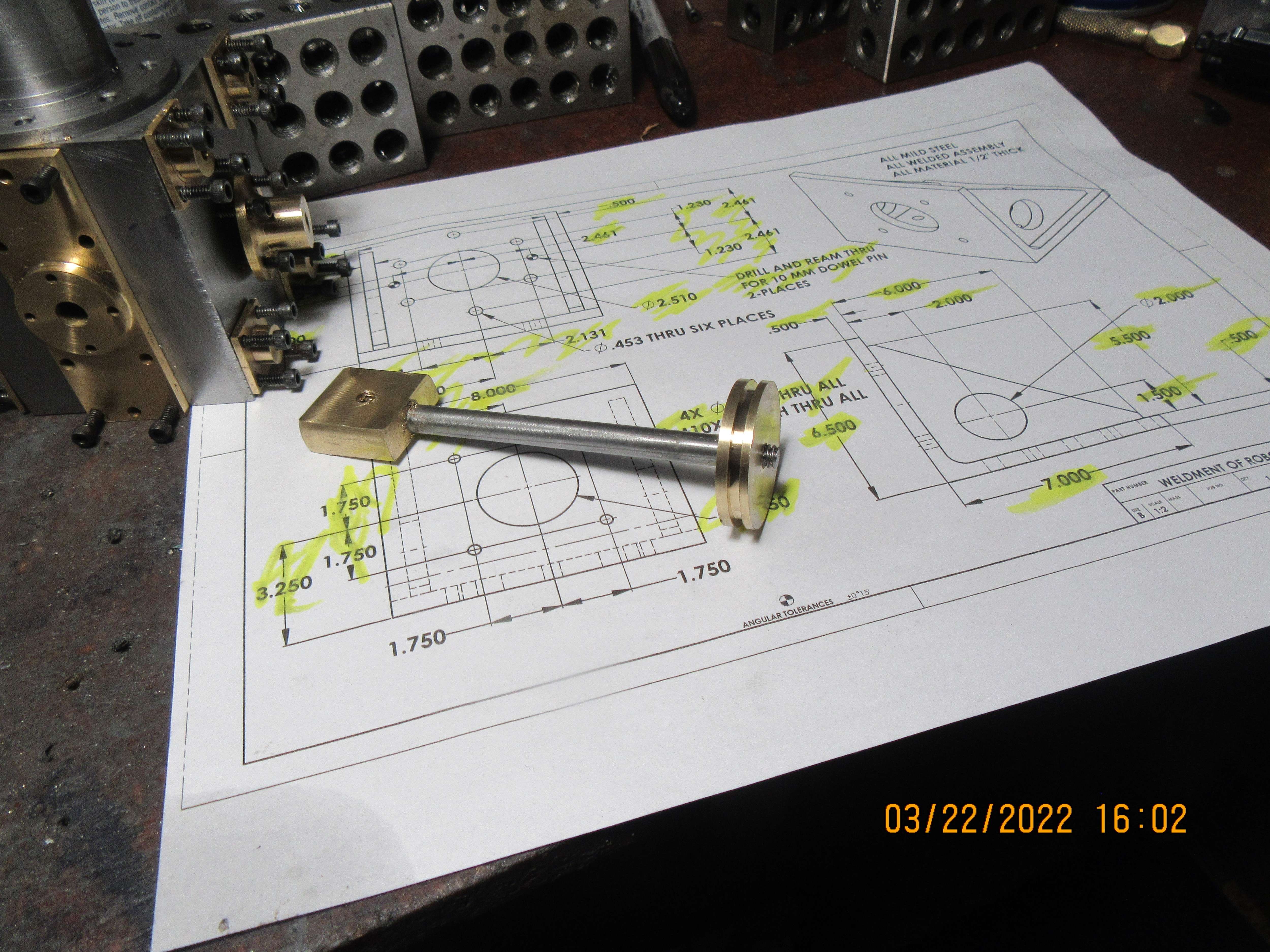
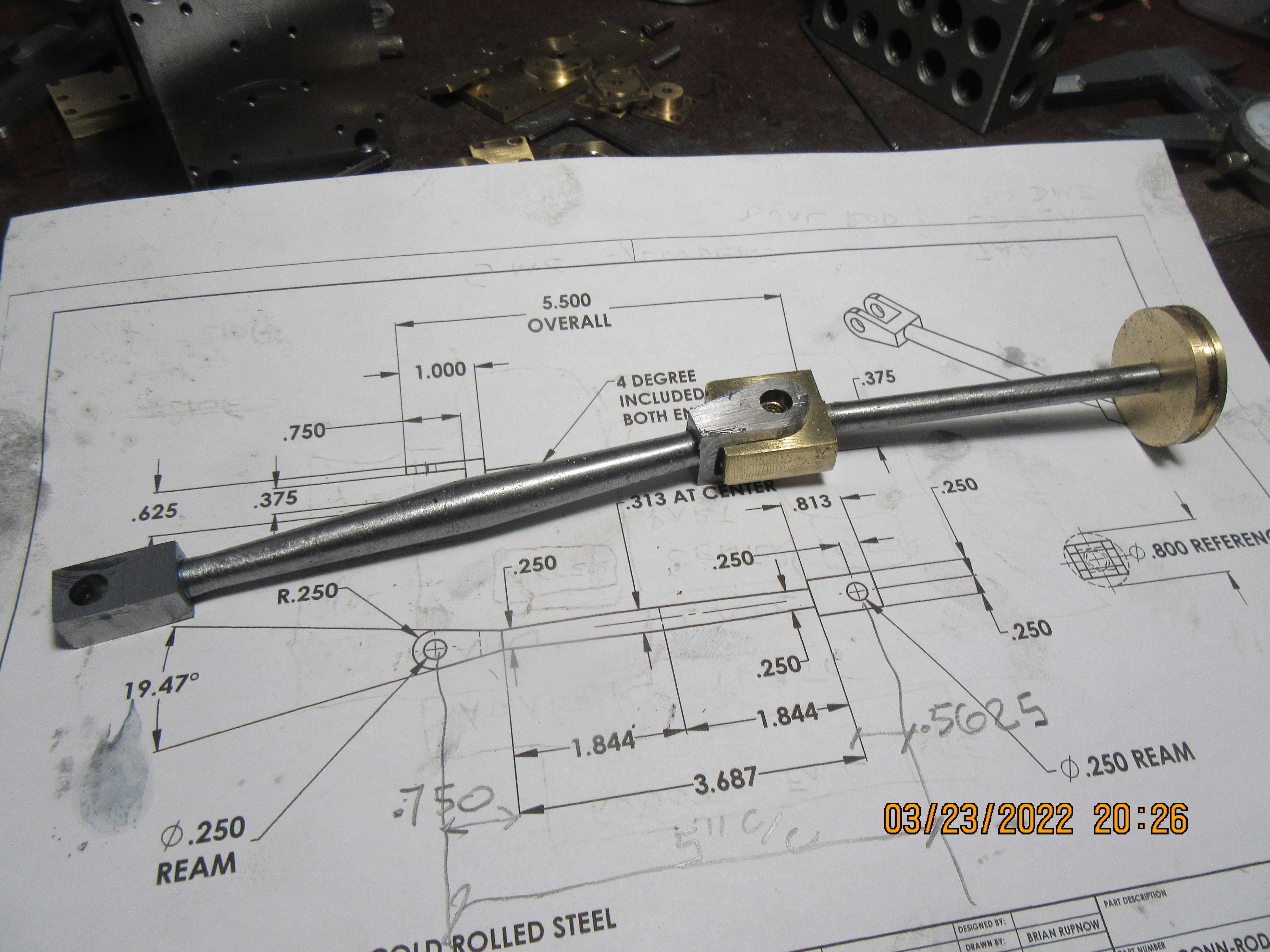
Bob--in a perfect world, if you cut a thread on a rod, and cut the same internal thread on a round piece that the rod screws into, the two pieces would be concentric. If you cut these threads with a lathe, then they might be. However, if you cut the threads with a tap and die, the threads will never be perfectly aligned with the axis of the part which the threads are cut in. What this means is that although the parts are firmly attached to each other because of the threads, the axis of the two components won't be perfectly aligned. On something like this piston rod (which is guided by the cylinder end cap) and the cross-head (which is guided by the cross-head guide), you want to aim for the greatest concentricity that you can achieve. These parts were threaded with a tap and die, then coated with Loctite and screwed together, then held in the two chucks to perfectly align them as the Loctite dries.