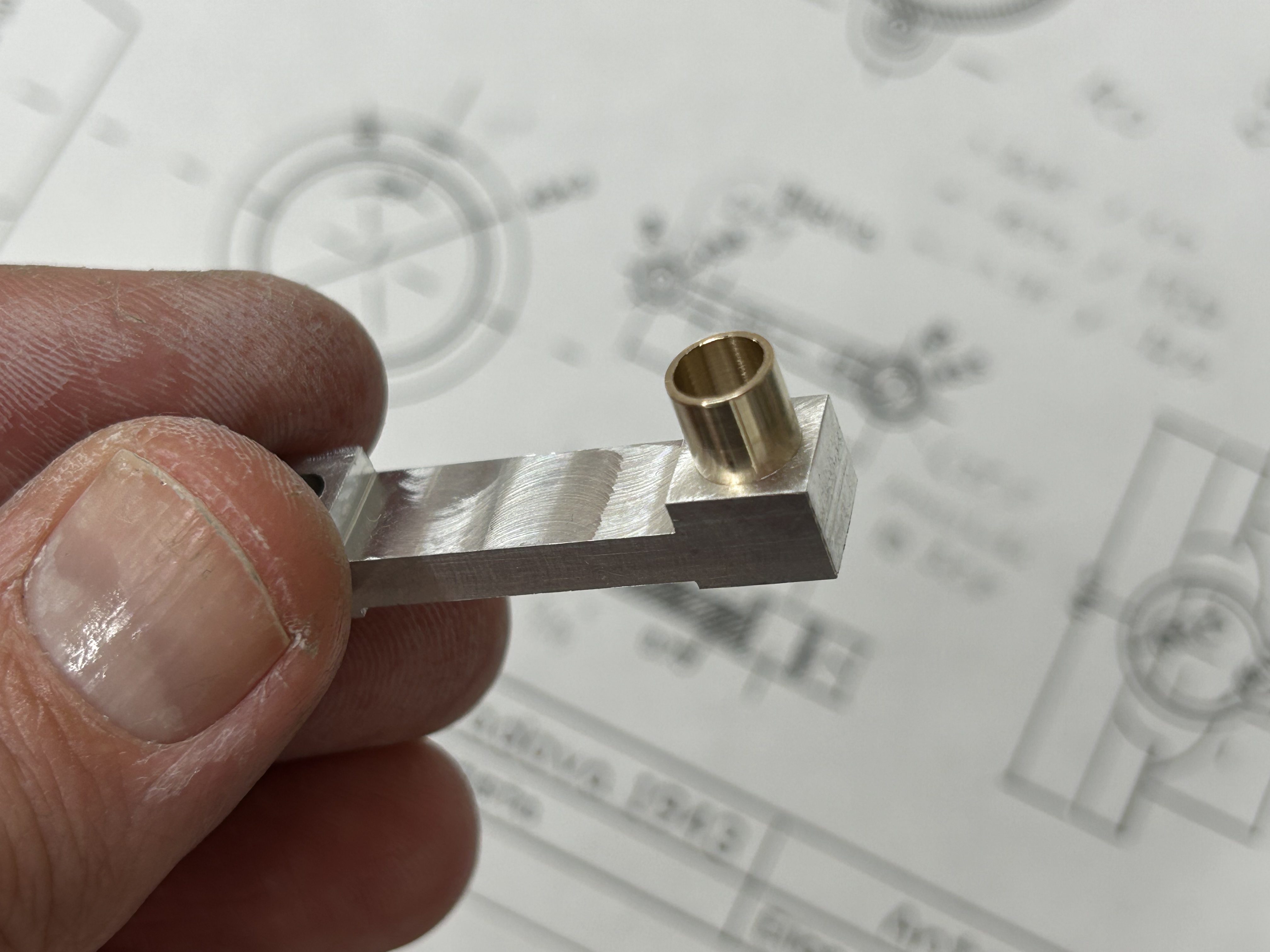
There has to be a "polite" way of describing "back-side screwing", or "reverse back-post screwing" but it escapes me... I think you have an excellent demonstration in the photo with the boring thread tool showing how you work from a "setting point" to "free space". Always a good idea when threading as starting (engaging cut) is well defined (can be when stationery, which permits more "time" to do it) and finishing (disengaging cut) is in "free space" - not when you are about to run into a blind end!
The only disadvantage (not a problem for experts, just one to be aware of...).
Technically, the torque required for the cut coming from the head-stock end means we normally approach the headstock, to give "more" metal for transmission from headstock to tool. The reverse, as with back-side screwing, means the metal between tool and headstock has already been reduced in diameter, and with added stress raisers of the thread root, so the torque for the cut is applied to the "weakened stem" of the job. The stress raisers of a thread root can be 3 x, 5x, or even 10x normal stress, this causing premature torque failure at the headstock end of the job as the cut progresses and applies more bending moment to the job. I.E. For the heavy handed, this can break the job! - so take care and lighter cuts than "normal". (0.003" instead of 0.010"?).
Enjoy!
K2






 I have Carl-Zeiss Jena comparator for 10-18mm and CCCP one fpr 6-10mm.
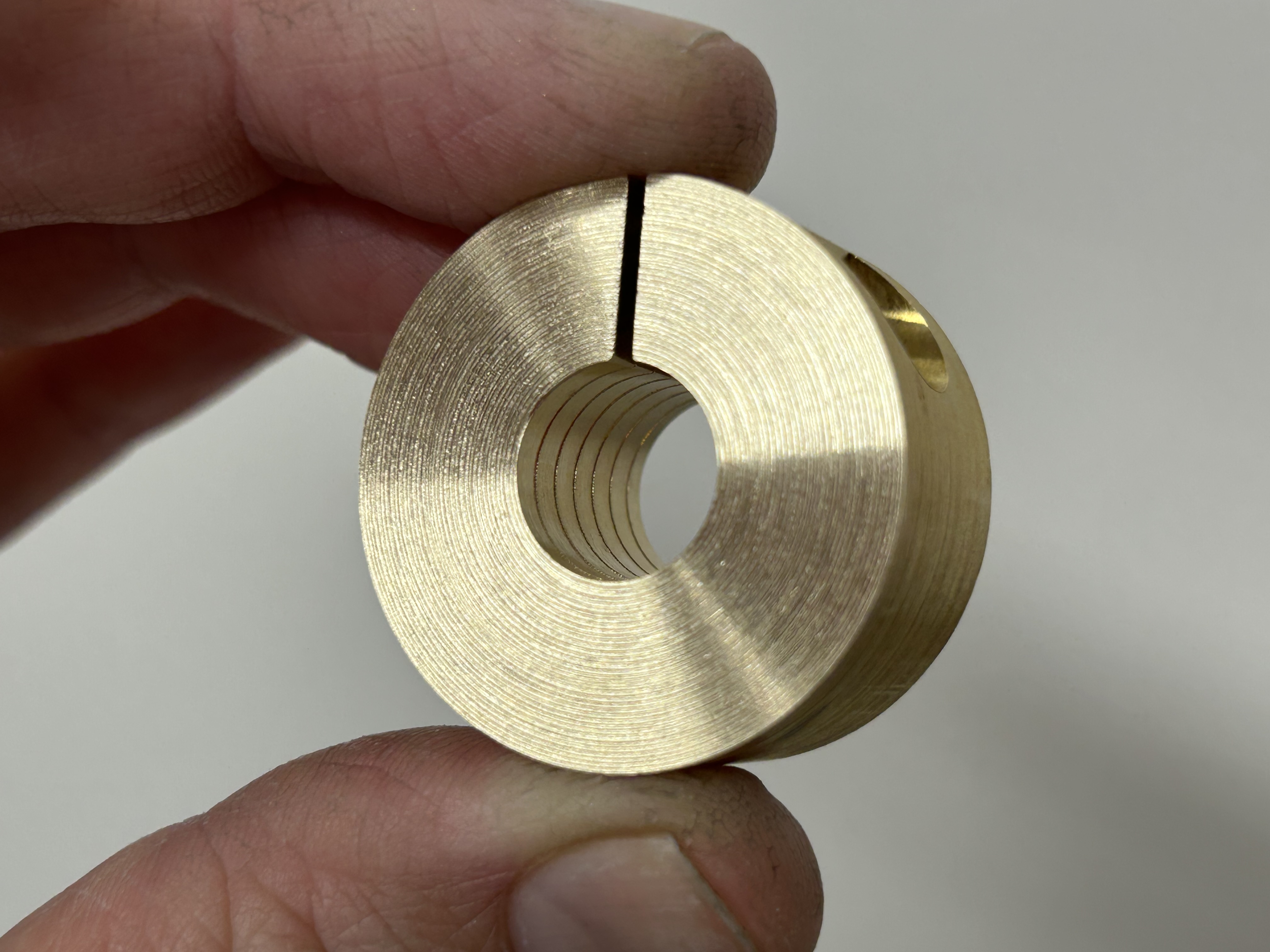
I have Carl-Zeiss Jena comparator for 10-18mm and CCCP one fpr 6-10mm.") But fun to make and lots of new things again like single pointing the thread from the back side of the work with an internal threading tool and a lot of rotary table work also. I will make it from one piece and try to be faithful to the plan because of the aesthetics reasons. Lot of filing still needed but it fits the cooling jacket nicely already.
But fun to make and lots of new things again like single pointing the thread from the back side of the work with an internal threading tool and a lot of rotary table work also. I will make it from one piece and try to be faithful to the plan because of the aesthetics reasons. Lot of filing still needed but it fits the cooling jacket nicely already.