Doug !
Nice gears !
The gear you made it is correct in diameter , angle .... ?
Thanks !
Nice gears !
The gear you made it is correct in diameter , angle .... ?
Thanks !





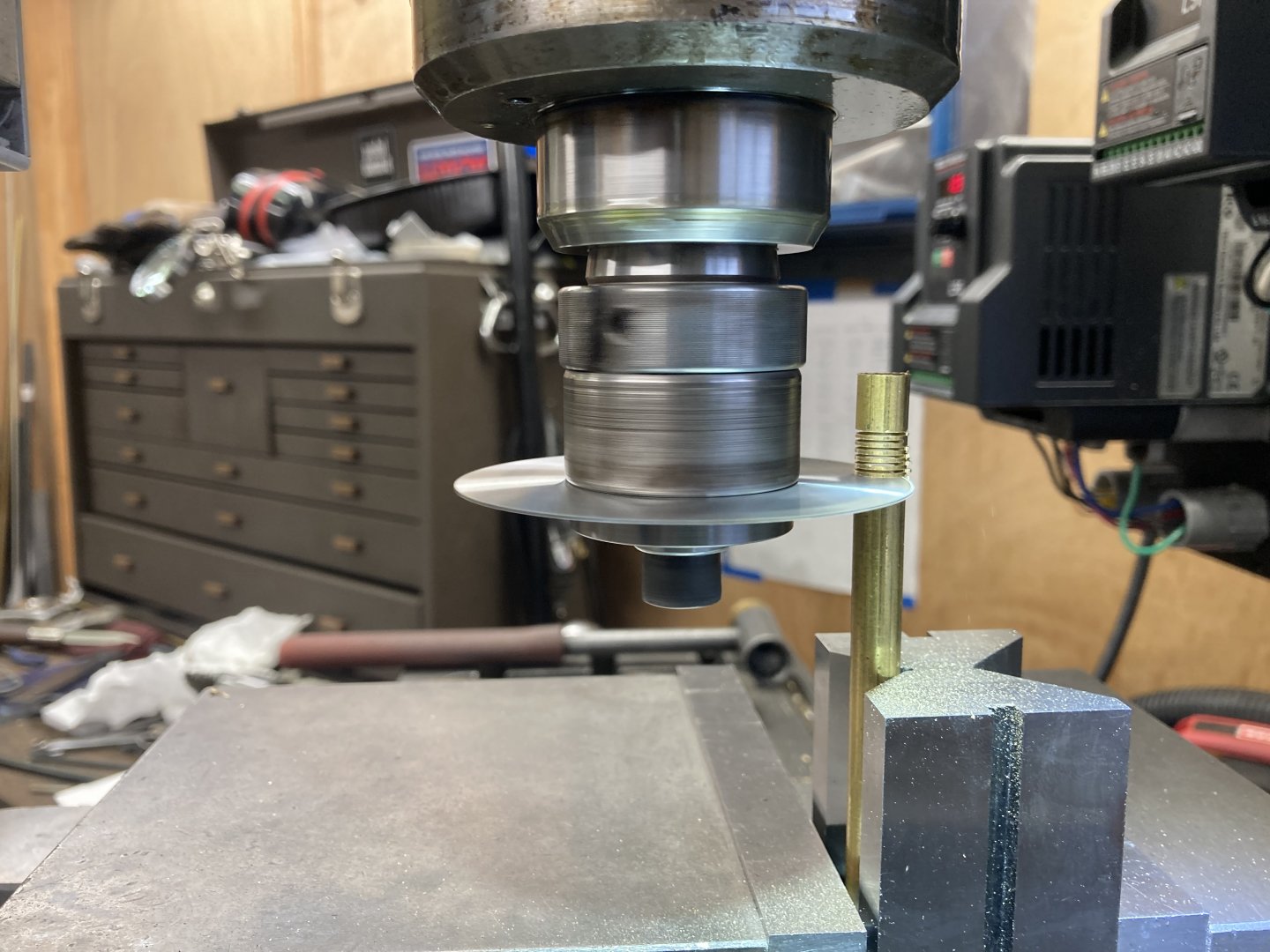
 The tool is just visible on the left, about to cut the fifth ring. It looks like a threading tool, but 40-degrees.
The tool is just visible on the left, about to cut the fifth ring. It looks like a threading tool, but 40-degrees.I don't know how they would mesh with commercial gears, but they mesh with each other.
Thanks Doug, I’ll have to give that method a try.John,
Having done it both ways, I'd make the hob. I think the tooth profile is better when it is hobbed, and gentler on the blank. You can cut full depth in one pass, don't remember for sure, but I don't think I did with the single point cutter.
Doug




 And the same for the coolant flanges.
And the same for the coolant flanges.









One of my jobs during my time in the US Navy was sheetmetal work. Building sheetmetal transitions for everything ranging from 10 inch ductwork all the way up to 8 foot plenums for air supply to boilers. Geometric layout and construction required some careful work, especially on multiple angle transition (bends) to accommodate different shipboard applications.John,
You're welcome to it. It felt a little flimsy sticking up like that, but I think if I had lowered it further in the V block it would be better.
I have used a similar method for bending angle iron, sometimes cutting out little triangles. I couldn't see that working here.
Doug







 Together, but nothing inside yet.
Together, but nothing inside yet.






























Enter your email address to join: