




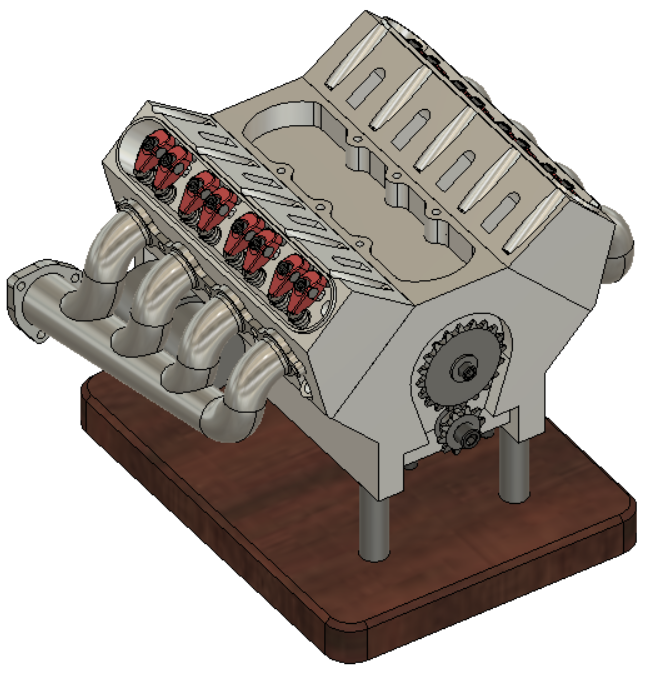
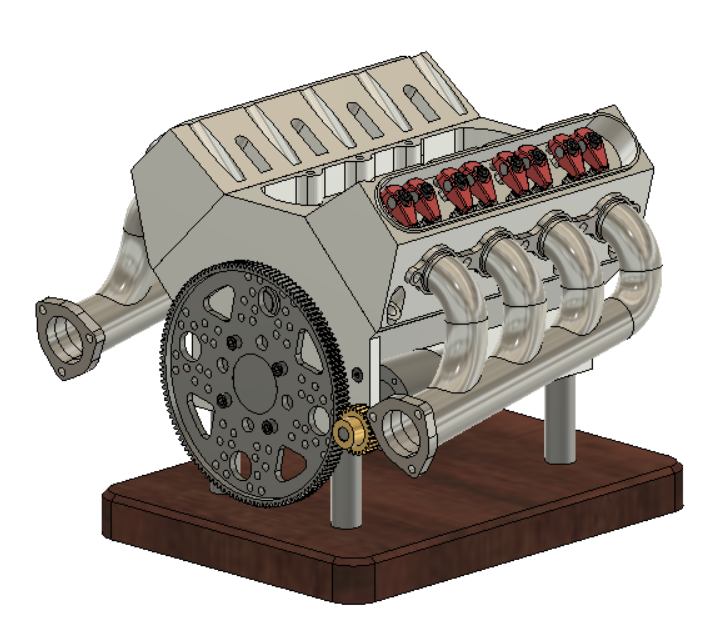
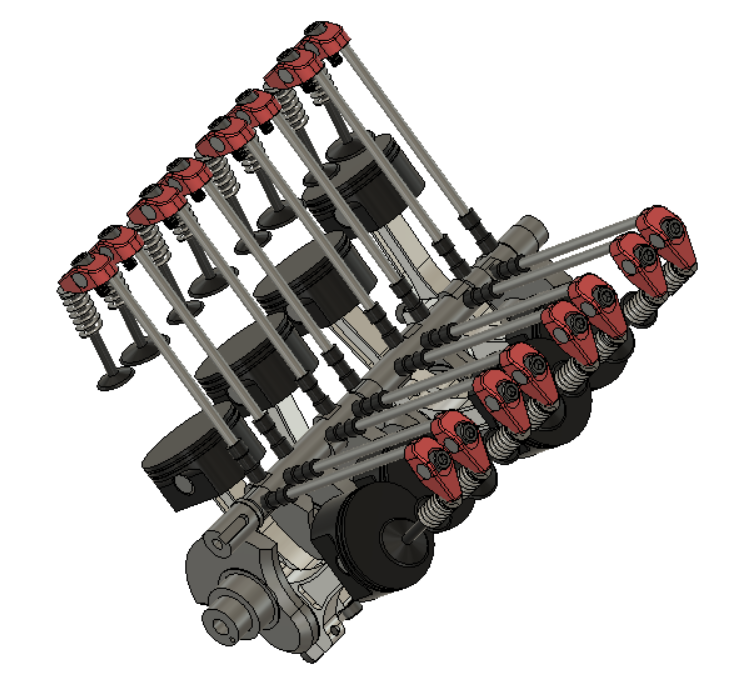
First I want to say what a fantastic site this has been. I've learned a lot from just looking through other's builds. I've got a project that I started the design work for months ago, but just now started the machining. Here is my CAD model. While this engine is supposed to be a 1/3 scale LS1, I couldn't exactly just scale all of the dimensions, so I had to draw it all myself. Thanks to stevehuckss396 for helping me sort out the camshaft geometry.
My goal is to make all of the parts, but this was not designed to be a running engine. I'm not planning to do lubrication, compression, fuel, or ignition. Three is a small DC gear motor that mounts where the starter should be on the LS1 so that I can "run" it by giving it 12v and watching all of the parts move.
I am a student at a local technical college in the machining program. This summer is my last quarter and I wanted to learn more about multi-axis CNC machine work. Much of this engine project will be completed on large CNC machines that aren't necessarily for home use. Sorry if that turns anyone off to this project.
My goal is to make all of the parts, but this was not designed to be a running engine. I'm not planning to do lubrication, compression, fuel, or ignition. Three is a small DC gear motor that mounts where the starter should be on the LS1 so that I can "run" it by giving it 12v and watching all of the parts move.
I am a student at a local technical college in the machining program. This summer is my last quarter and I wanted to learn more about multi-axis CNC machine work. Much of this engine project will be completed on large CNC machines that aren't necessarily for home use. Sorry if that turns anyone off to this project.