I finally got going on this project. I imagine this is going to be a pretty slow project. My wife and I are expecting a little baby girl any day now so shop time is going to be hard to find. This is probably going to be boring to many. I'm writing this up for people who have a similar lack of experience.
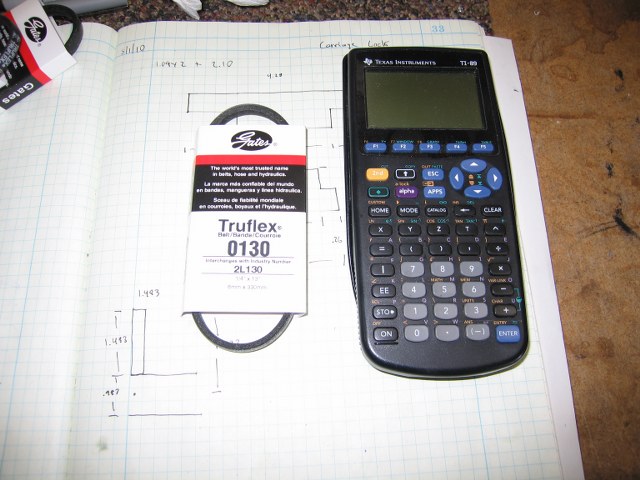
Last week I ordered the TRUFLEX 0130 belts from
http://www.motionindustries.com/motion3/jsp/mii/index.html. They were much smaller than I imagined.
I bought three because I had to pay for shipping anyway. I figure a couple spares can't hurt. I might even find another use for one of them. I love it when I find what I need in my my own garage, and don't have to make a trip to the hardware store.
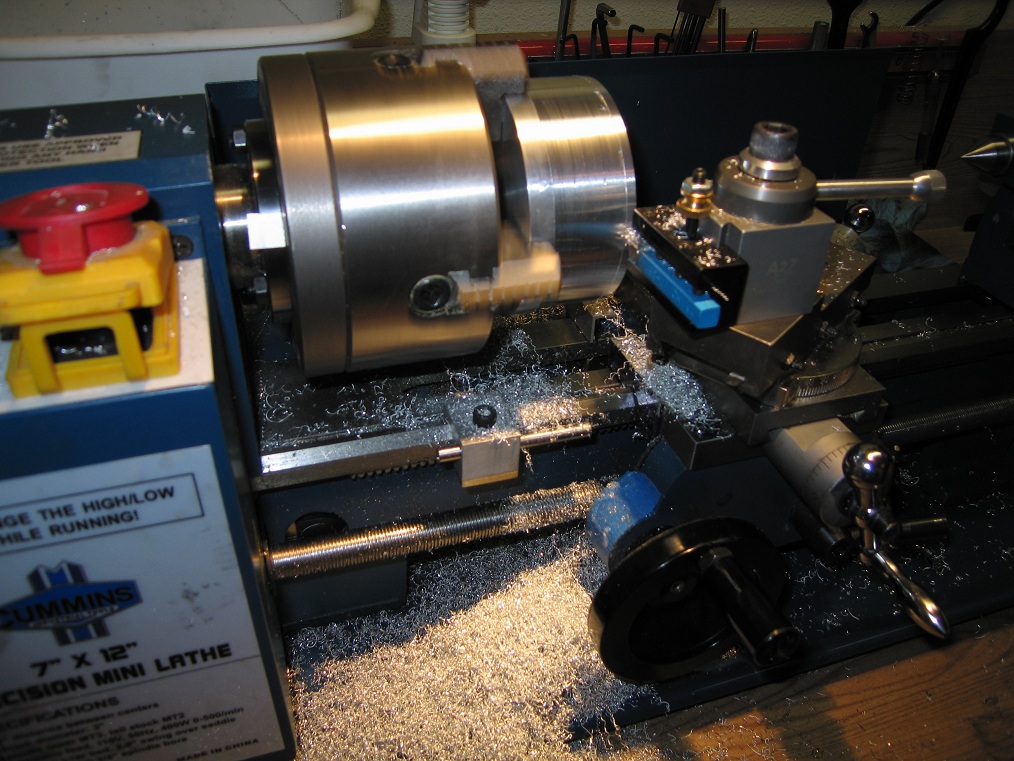
Earlier last week I chucked up a piece of 4in 6061 stock in the 4 jaw and started making chips. Actually, correct that, I started making awful noise, heat, and a poor finish.
After making many adjustment, I was able to start cutting without chatter. I had to take .005 at a time running around 200 rpm. I was using a carbide tipped bit as my HSS tool would still chatter on these shallow cuts.
Once I knocked some of the diameter off I was able to use the HSS tool again. It's much more pleasant to use than the carbide tool.
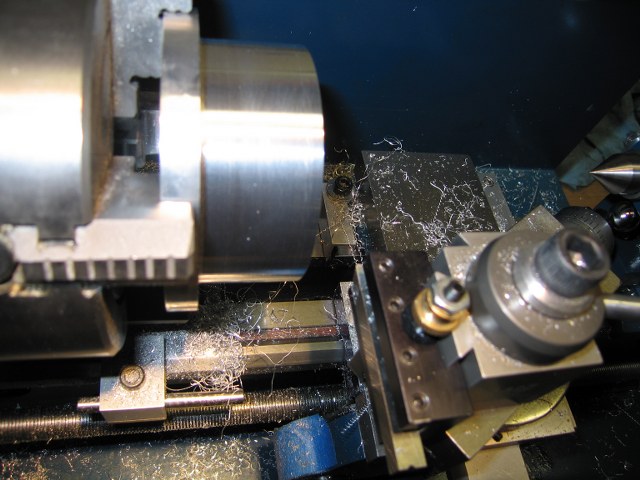
Here I'm drilling the hole for the boring tool. I drilled the hole out to 5/8th to give the boring bar plenty of clearance. I actually just stalled the lathe in this picture. Perfect time for a staged action shot. ;D
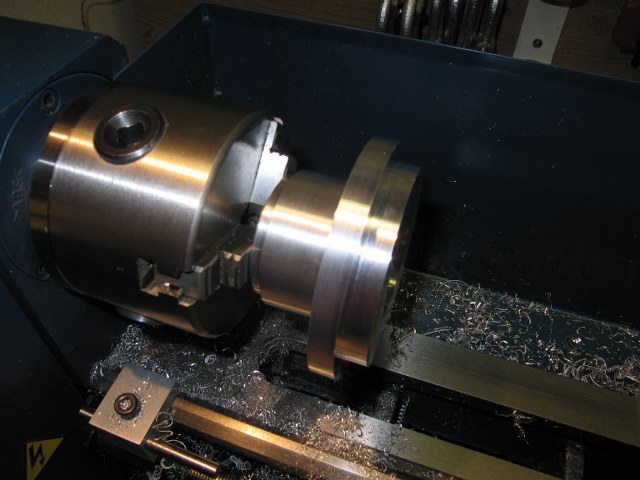
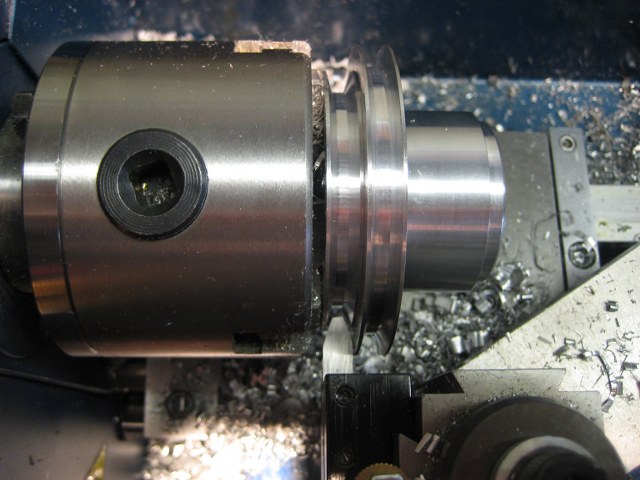
Here I'm wrapping up the boring operation. This is the first time I've used this boring bar. I bought one of those cheep import sets a while ago and struggled with it every time. I felt the cheap import sets bent too much. I couldn't see any flex at all from this bar. It made boring much more enjoyable. I highly recommend it for anyone struggling with the cheapo 9 piece import sets. Here is what I bought.
http://www.littlemachineshop.com/products/product_view.php?ProductID=1780&category=-1134493617
Well, time to get back to cutting.
Dustin





") The pulley will outlive the machine.
The pulley will outlive the machine.