- Joined
- Jun 4, 2008
- Messages
- 3,285
- Reaction score
- 630
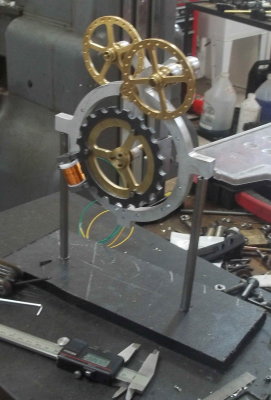
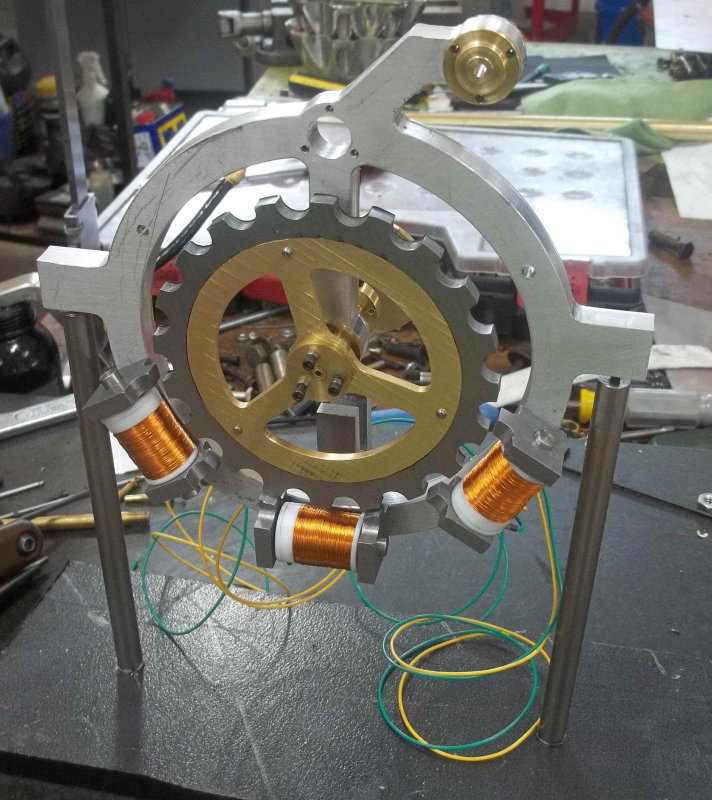
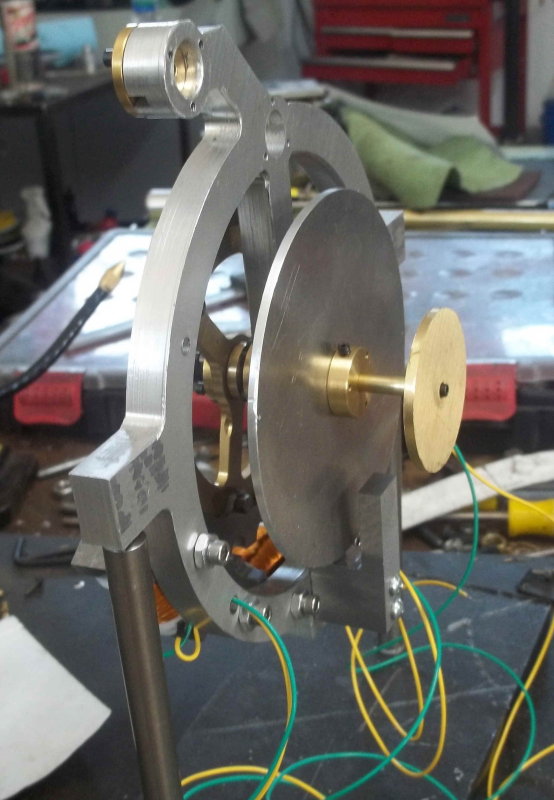
Here's where I am with the brass parts:

I have a few more to go, and then it's on to the steel rotor, the aluminum wheel too big for brass, and the chapter ring. Then it's time to try to put it together.
I recently acquired a vibratory finisher, and intend to try to polish the brass wheels with it. Have to buy some walnut shells for that.
I have a few more to go, and then it's on to the steel rotor, the aluminum wheel too big for brass, and the chapter ring. Then it's time to try to put it together.
I recently acquired a vibratory finisher, and intend to try to polish the brass wheels with it. Have to buy some walnut shells for that.
")