Owen_N
Well-Known Member
This isn't a complete engine build, but will be a modified cylinder, plus various accessories.
I will move the Water brake build here, the exhaust chamber modifications, the electric starter installation, the fancy throttle lever, and all instrumentation.
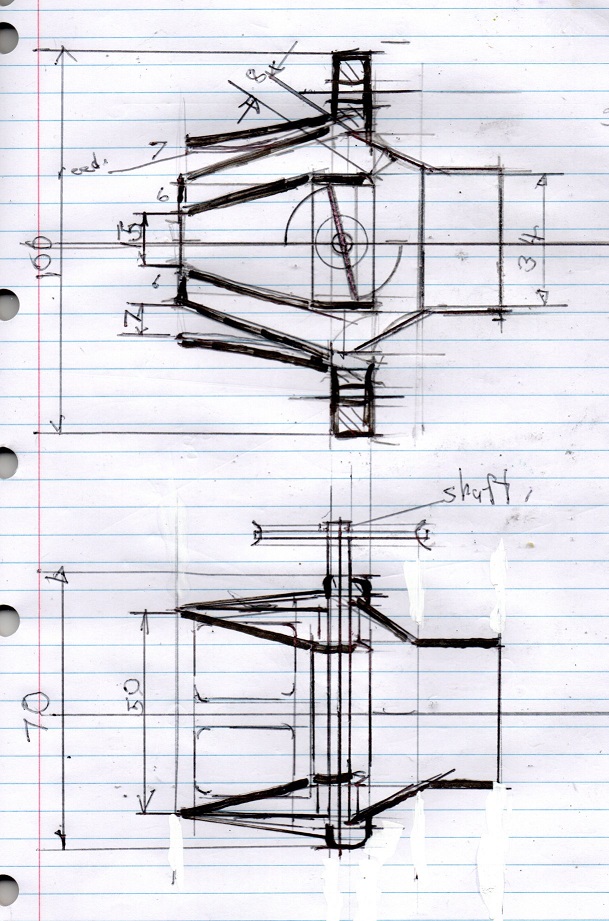
for the first build, I will start with a fairly standard cylinder, and add a reed valve housing for a 125cc reed valve, and modified manifold for a 34mm carburettor.
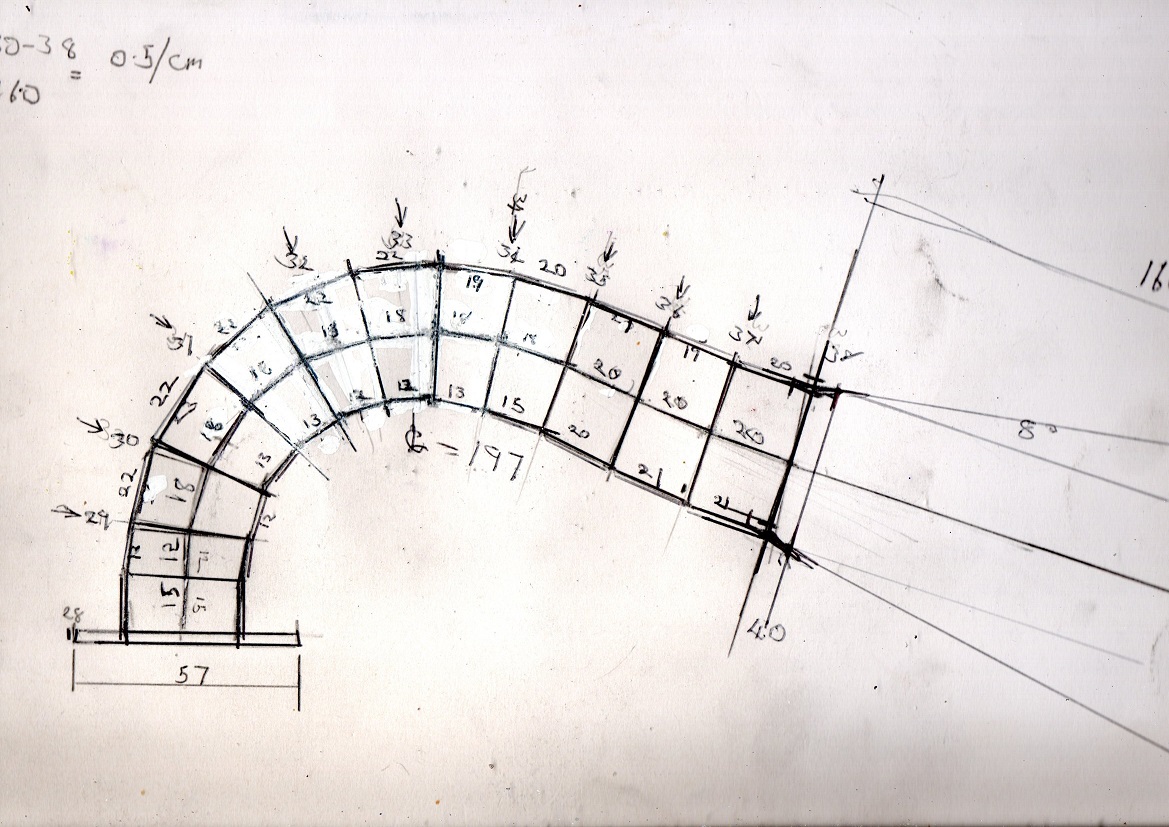
Here is the tapered lead-in pipe for the exhaust chamber.
It will be semi-segmented, with a fingered pattern joined along the outer curve, and brazed.
Here is the layout aside view of the pipe. Pattern will be in another post.
there is a slight swing-back in the curve, so I may have to split at that point and spin the tube pattern 180 degrees.
I have adjusted the segments to give smooth stepping between the rings.
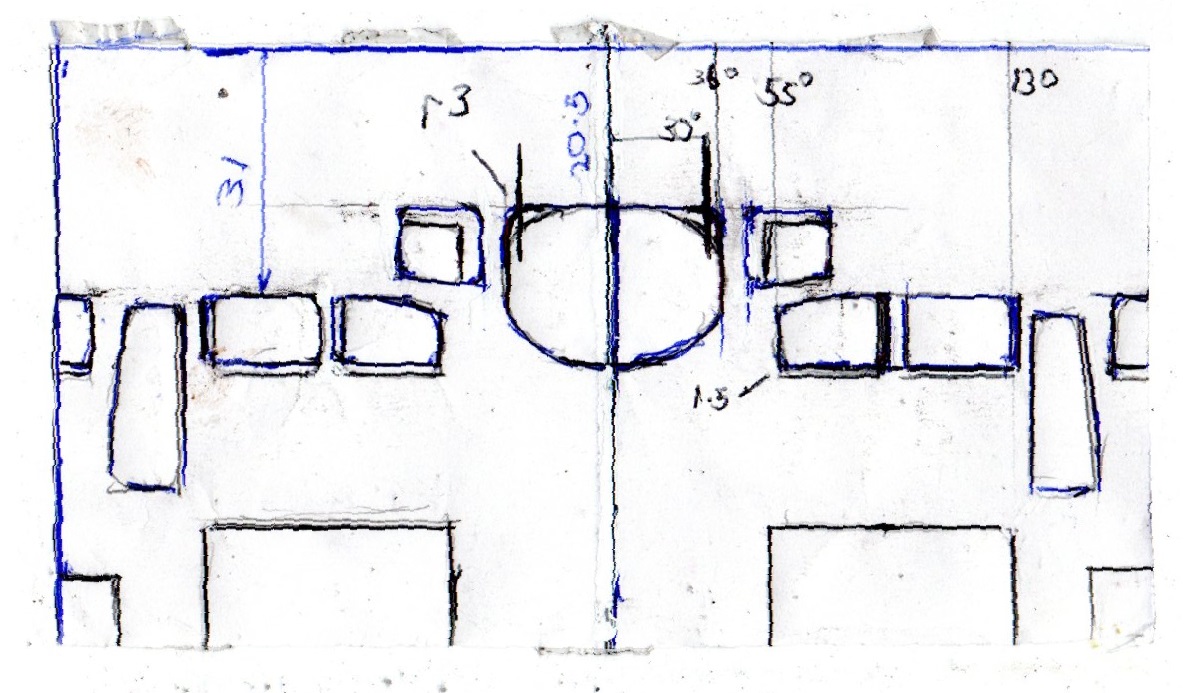
This is not the final layout, as I have to sort out the transition from a rectangular port to a round pipe.
If I follow the "wobbly" design, the rectangular portion extends out 1.5 times the bore (40mm) , and the transition takes 0.5x the bore, or 20mm.
This sounds rather short, so I will make the transition portion at least 30mm long.
I will move the Water brake build here, the exhaust chamber modifications, the electric starter installation, the fancy throttle lever, and all instrumentation.
for the first build, I will start with a fairly standard cylinder, and add a reed valve housing for a 125cc reed valve, and modified manifold for a 34mm carburettor.
Here is the tapered lead-in pipe for the exhaust chamber.
It will be semi-segmented, with a fingered pattern joined along the outer curve, and brazed.
Here is the layout aside view of the pipe. Pattern will be in another post.
there is a slight swing-back in the curve, so I may have to split at that point and spin the tube pattern 180 degrees.
I have adjusted the segments to give smooth stepping between the rings.
This is not the final layout, as I have to sort out the transition from a rectangular port to a round pipe.
If I follow the "wobbly" design, the rectangular portion extends out 1.5 times the bore (40mm) , and the transition takes 0.5x the bore, or 20mm.
This sounds rather short, so I will make the transition portion at least 30mm long.