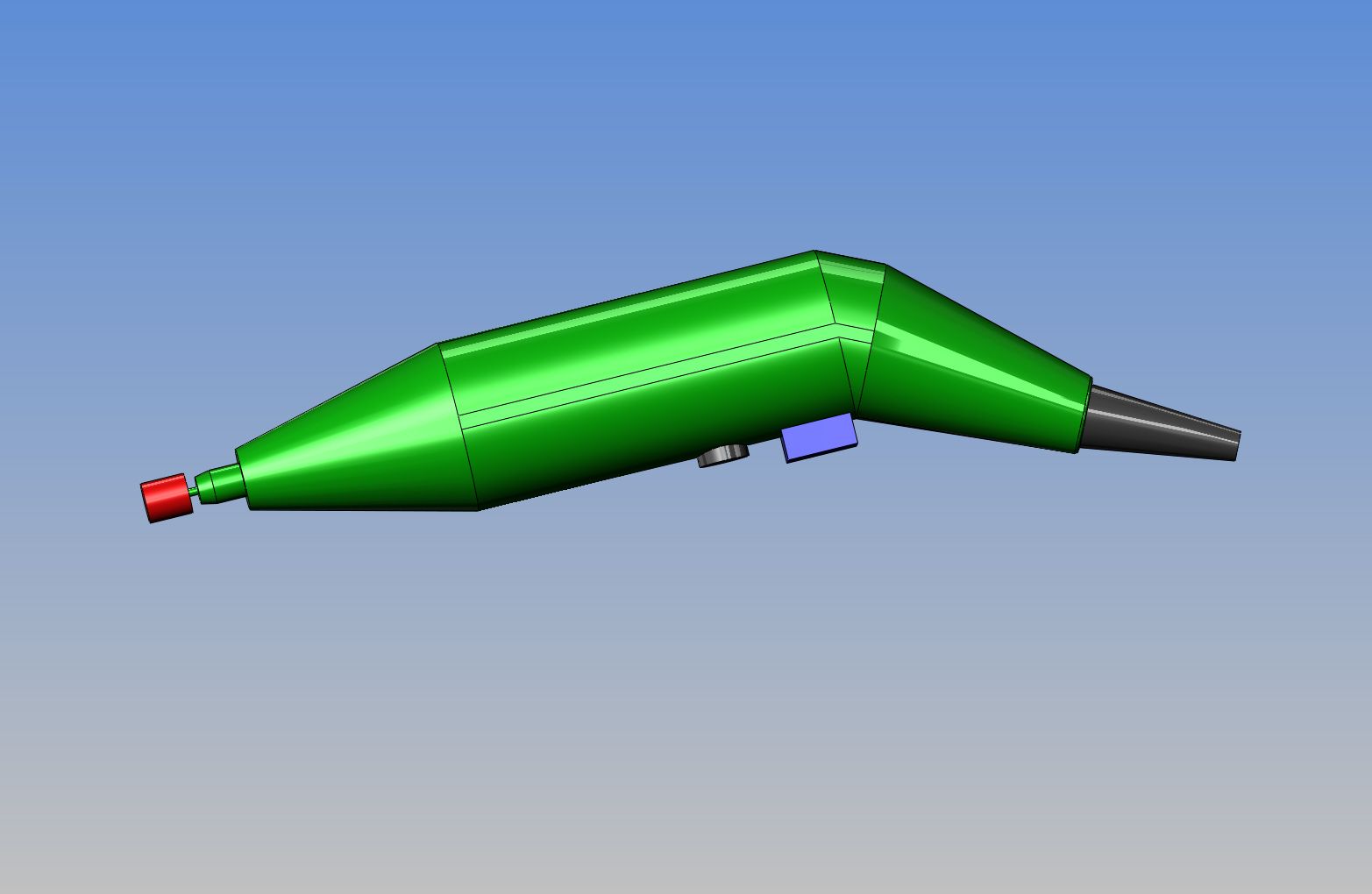
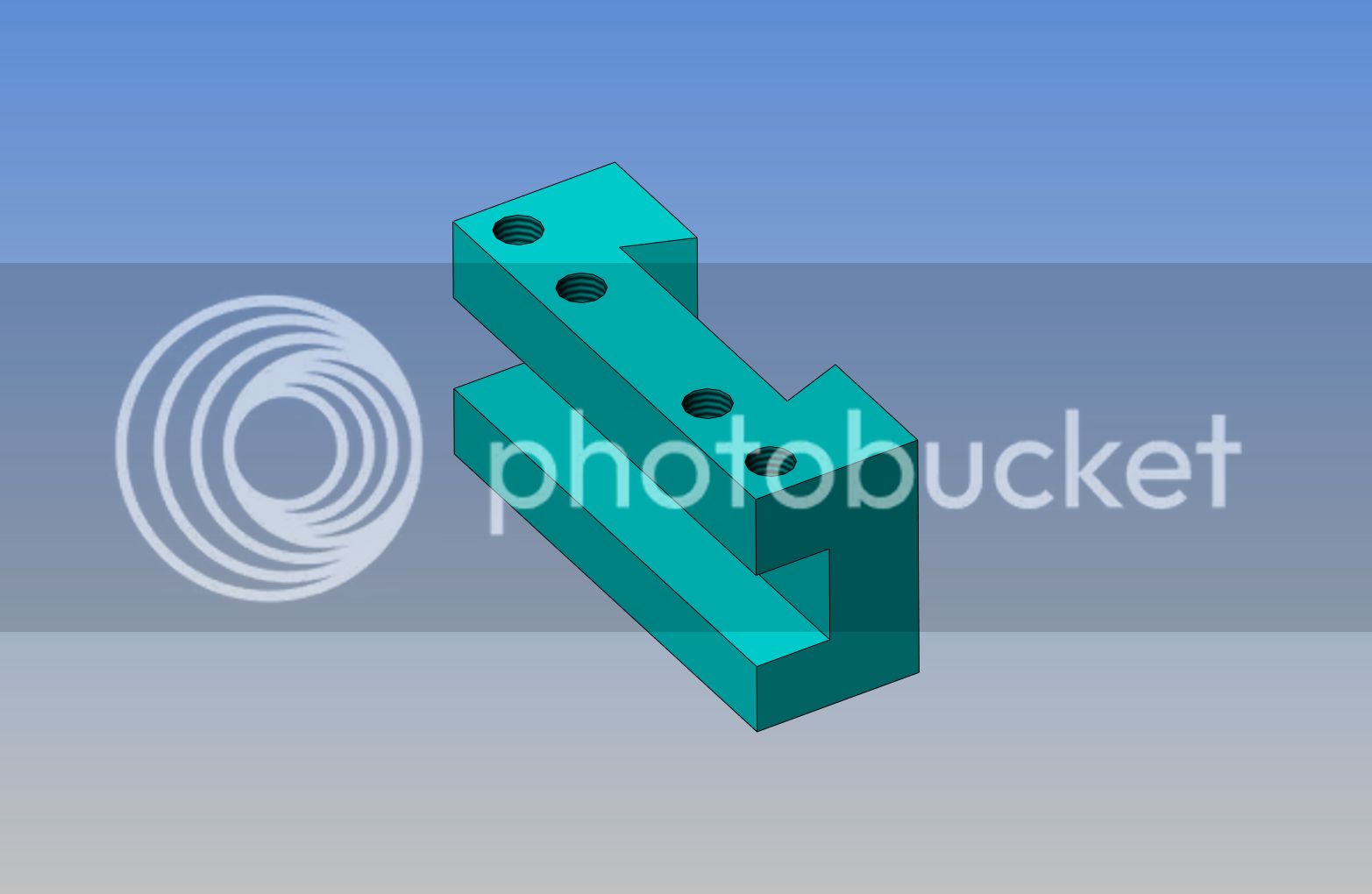
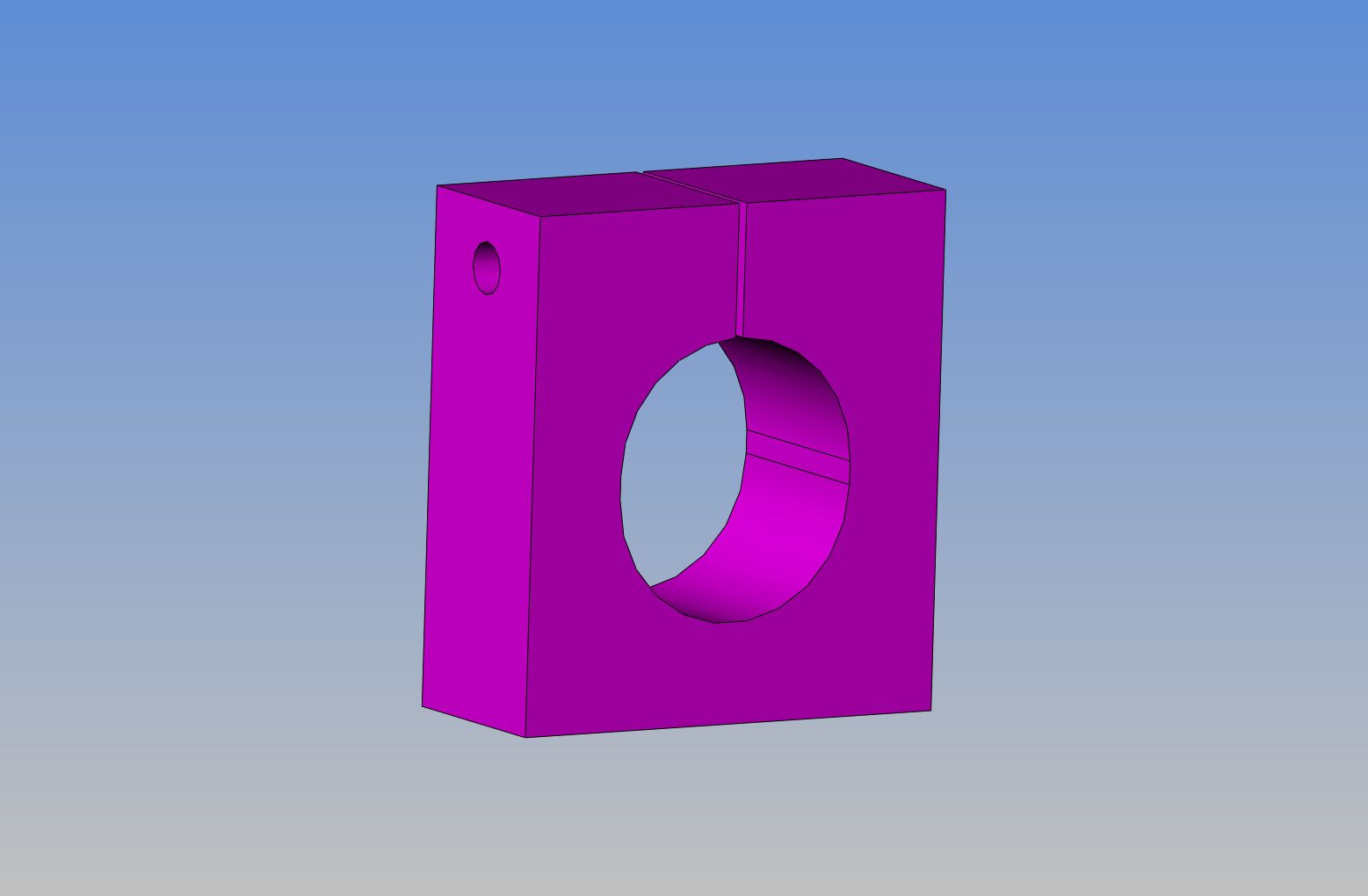
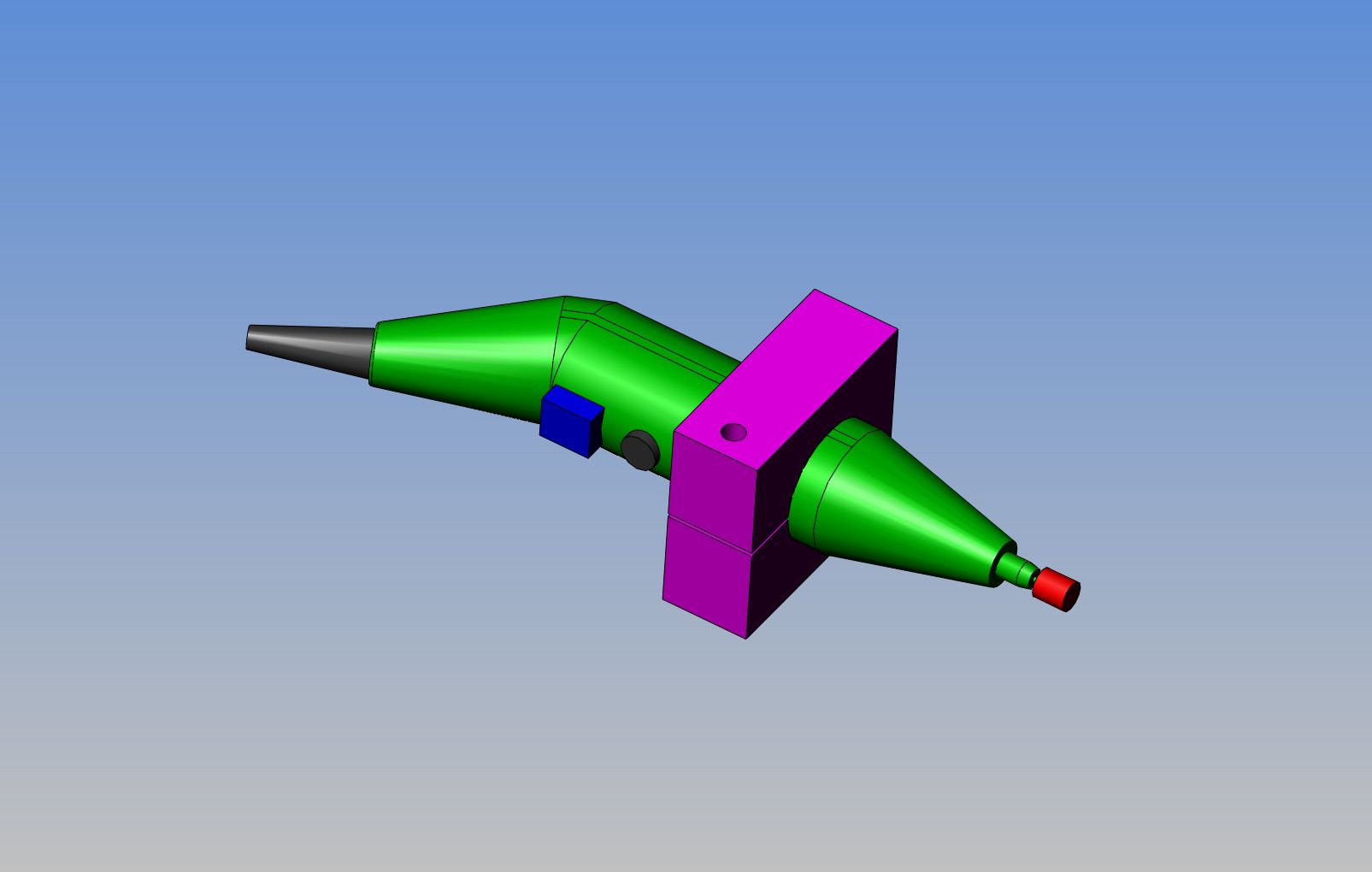
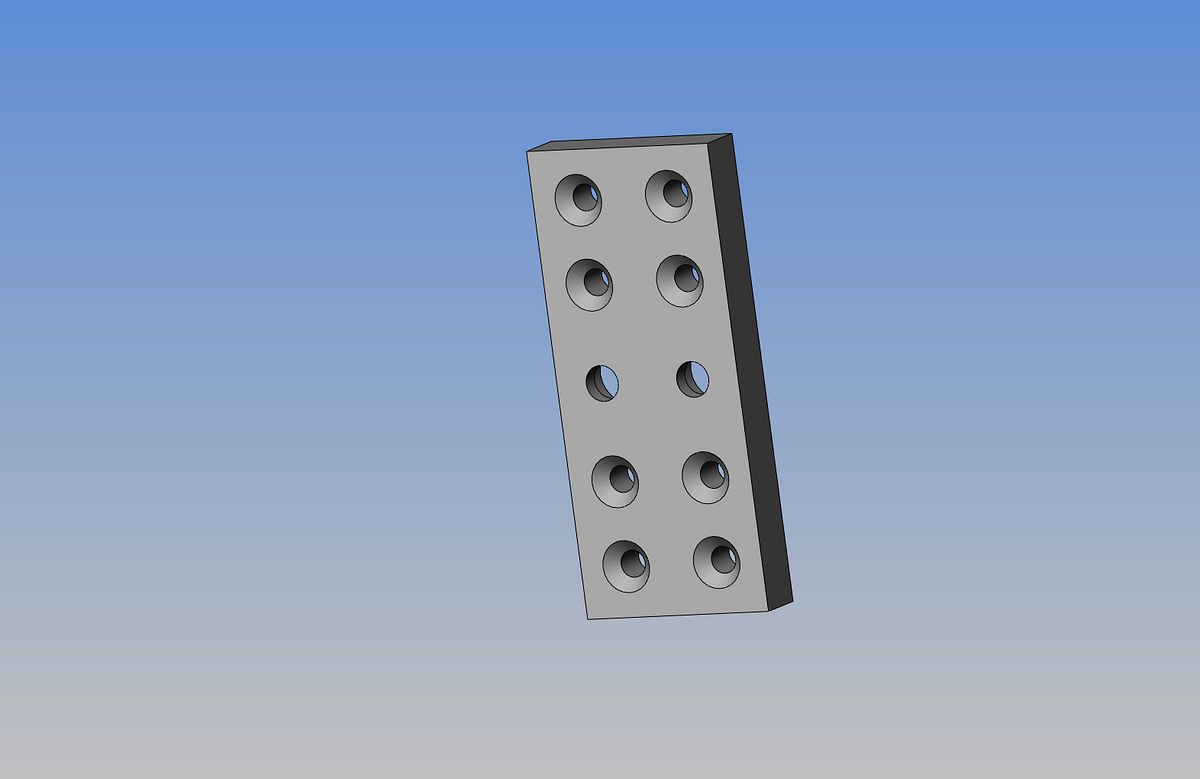
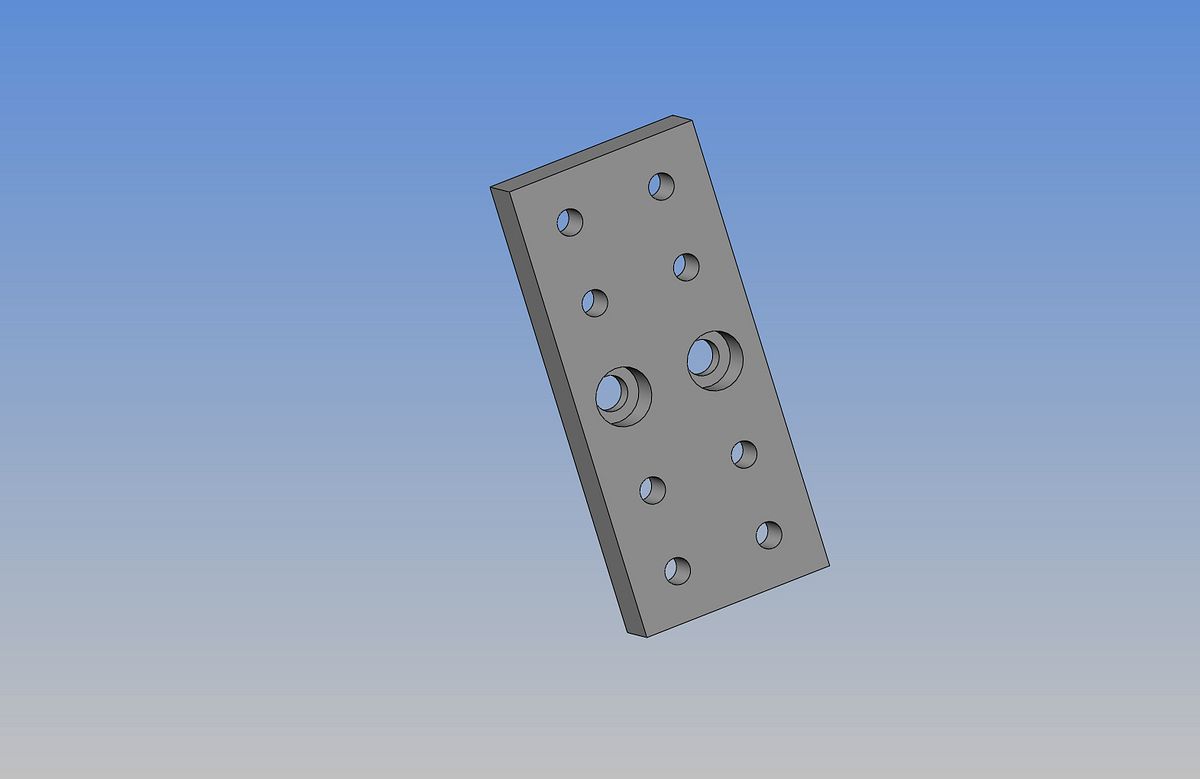
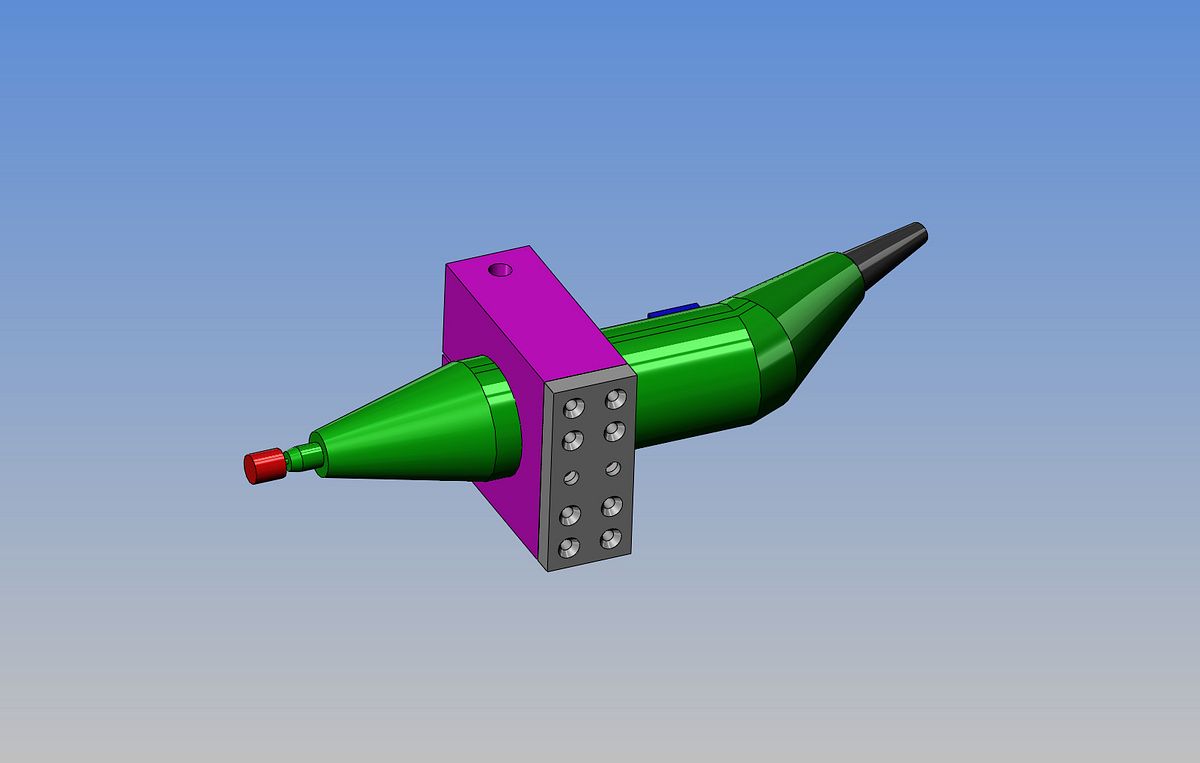
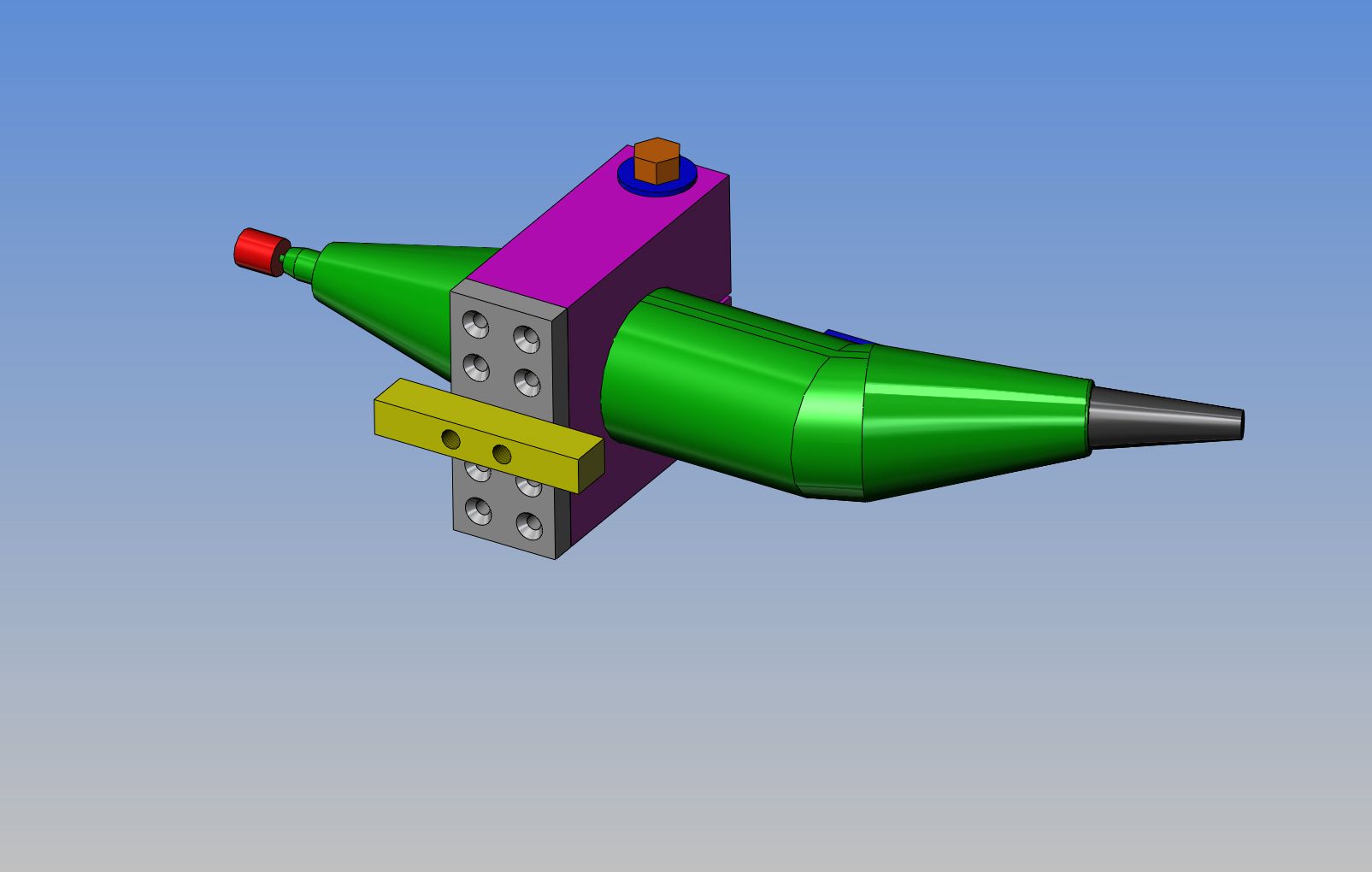
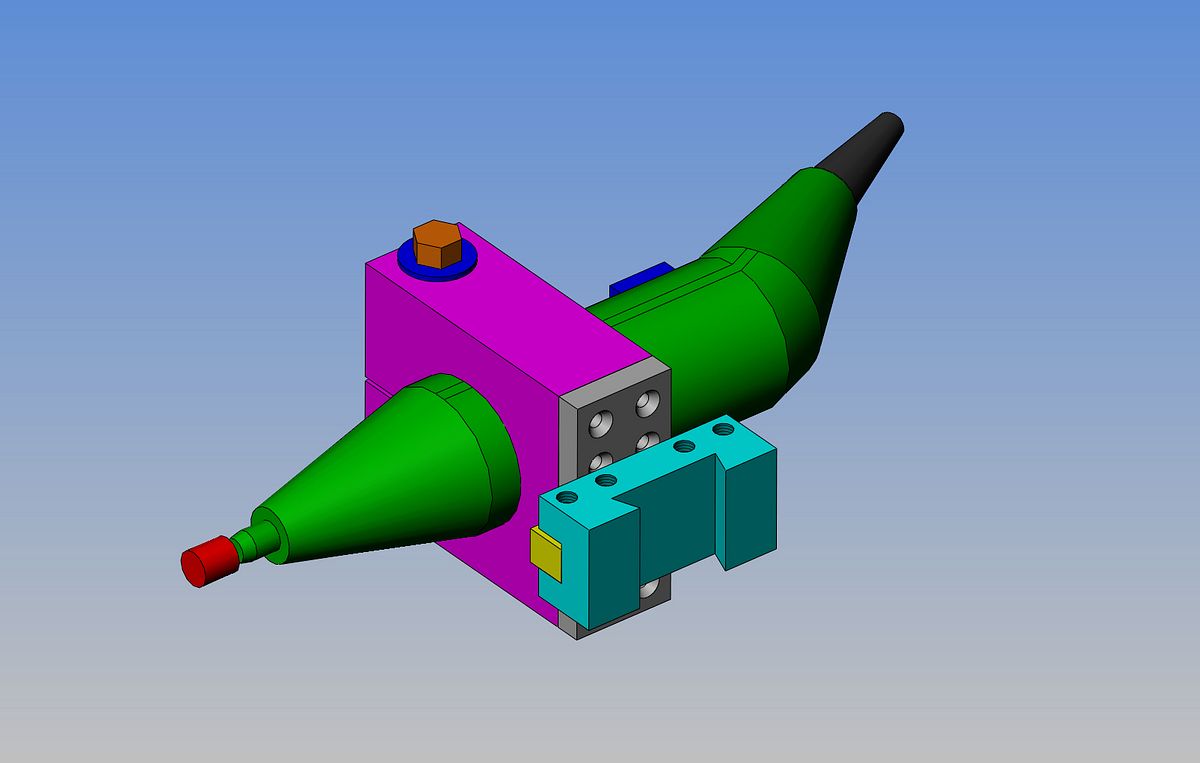
I have to create a tool to grind needle valves. I simply can not turn something as small as I need on my 10" lathe. All of these small engines I build call for a #2-56 threaded needle valve with a 30 degree included angle taper, and I have no way to make one. Necessity is the mother of invention, and although I wouldn't be so bold as to say I invented this, some of you may be interested enough to follow along. The tool in the picture is a Dremel "clone" sold by Canadian Tire in Canada. Its not a bad little grinder, but its only good for freehand work. I am going to build a mount to hold it securely in my quickchange toolpost. Its too light to do any serious work with, but I bet it will be just fine for grinding very small valve faces and needle points onto #2-56 bolts. The mounting bracket I design and build is going to be quick, and its going to be free. More tomorrow.