Russel
Well-Known Member
- Joined
- Oct 19, 2009
- Messages
- 108
- Reaction score
- 0
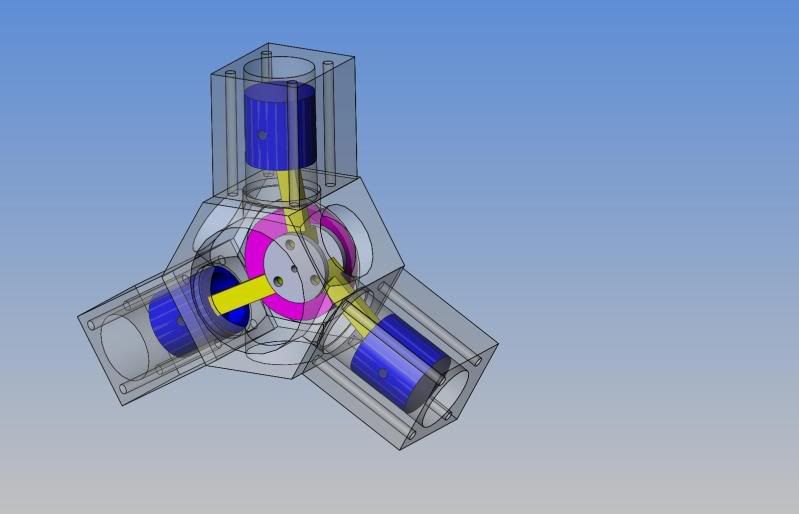
I have started my first complicated project. I have done a little wobbler, and a few simple odds and ends, I think it is time to dive into a more advanced. I decided to build a three cylinder radial engine. If you follow the this link and scroll down to engine 11, that is the one.
http://www.john-tom.com/html/ElmersEngines.html
I decided to start with the crankcase. I figure that it is going to be the most difficult part for me to make. Hopefully, things will get easier from there.
The day before yesterday, I believe, I cut the basic stock and faced the two ends for the crankcase:

Yesterday, I bored out the inside of the case and drilled and reamed the quarter inch hole in the back.

Today, I had a little mishap with the DRO wires on my Sherline 2000 mill, so I didn't get the turning fixture completed. But, I did get the milling done on it so I can start with the lathe tomorrow.
If you are interested in my little mishap with the DRO wires follow this link:
http://www.homemodelenginemachinist.com/index.php?topic=6619.0
Anyway, here is what I got done today:

I'll post more as thing progress.
Russ
http://www.john-tom.com/html/ElmersEngines.html
I decided to start with the crankcase. I figure that it is going to be the most difficult part for me to make. Hopefully, things will get easier from there.
The day before yesterday, I believe, I cut the basic stock and faced the two ends for the crankcase:
Yesterday, I bored out the inside of the case and drilled and reamed the quarter inch hole in the back.
Today, I had a little mishap with the DRO wires on my Sherline 2000 mill, so I didn't get the turning fixture completed. But, I did get the milling done on it so I can start with the lathe tomorrow.
If you are interested in my little mishap with the DRO wires follow this link:
http://www.homemodelenginemachinist.com/index.php?topic=6619.0
Anyway, here is what I got done today:
I'll post more as thing progress.
Russ


")