




Still moving right along, Russ. It's looking good.
The small hole you drilled in the crankcase, followed by the larger drill bit is the norm for many of us, especially those of us with small machines. (The little hole is called a pilot.) Often the pilot will help the larger bit make a straighter hole. There's some controversy about that, but I usually drill a pilot when I have a large hole to drill. Yeah, it does look kind of funny.
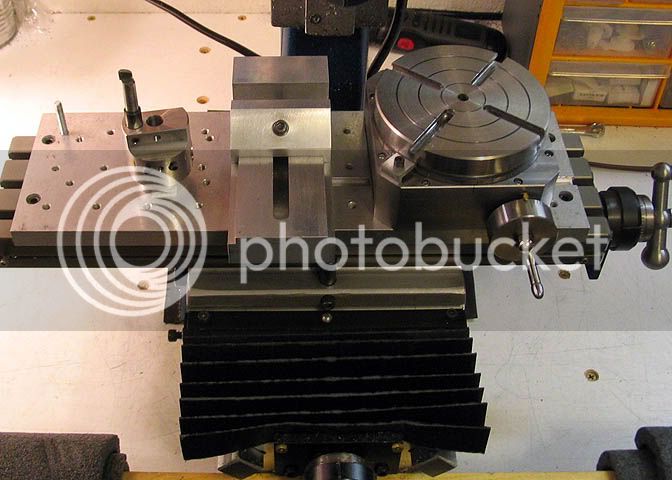
I have a suggestion, but please don't take it as criticism. In the interest of safety, you should ditch those rags you have covering the lead screw, or whatever you are using them for. One stray chip off that drill bit will grab that rag and suck it into the works so fast you won't know what happened. In doing so, it will fling chips all over your shop, and on you, and the rag whipping around can do quite a bit of damage when it catches on something, (like the work piece, or worse, a finger).
Just a thought.
You can use heavy construction paper to make gaiters to cover those lead screws, and it won't pose any safety issues.
Keep up your good work! Thanks for sharing the build with us.
Dean
The small hole you drilled in the crankcase, followed by the larger drill bit is the norm for many of us, especially those of us with small machines. (The little hole is called a pilot.) Often the pilot will help the larger bit make a straighter hole. There's some controversy about that, but I usually drill a pilot when I have a large hole to drill. Yeah, it does look kind of funny.
I have a suggestion, but please don't take it as criticism. In the interest of safety, you should ditch those rags you have covering the lead screw, or whatever you are using them for. One stray chip off that drill bit will grab that rag and suck it into the works so fast you won't know what happened. In doing so, it will fling chips all over your shop, and on you, and the rag whipping around can do quite a bit of damage when it catches on something, (like the work piece, or worse, a finger).
Just a thought.
You can use heavy construction paper to make gaiters to cover those lead screws, and it won't pose any safety issues.
Keep up your good work! Thanks for sharing the build with us.
Dean







")











