I continued working on the flywheels today in class. First, the instructor showed my how to set up and machine soft jaws in order to chuck the brass disks securely and repeatably. First we replace the outer hard jaws with the aluminum jaws:
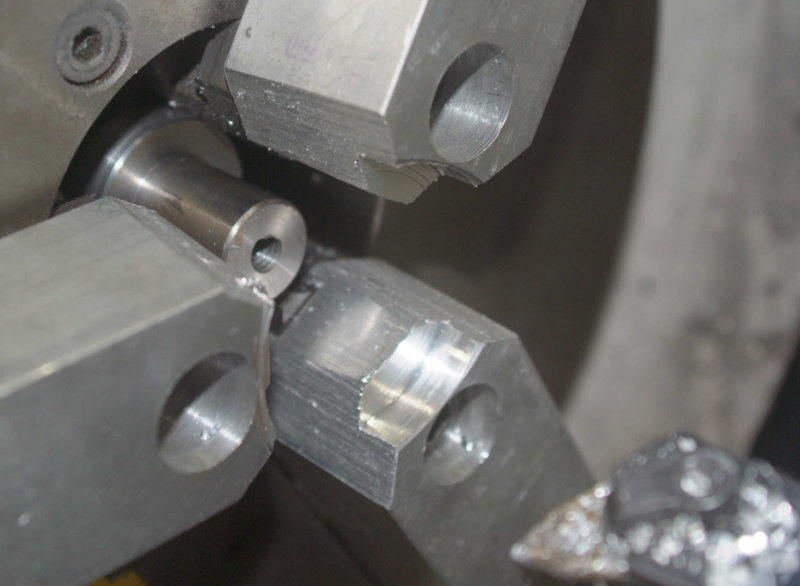
Next the jaws much be machined to form a pocket that will clamp the flywheels securely as well as allow sufficient material to extend beyond the jaws:
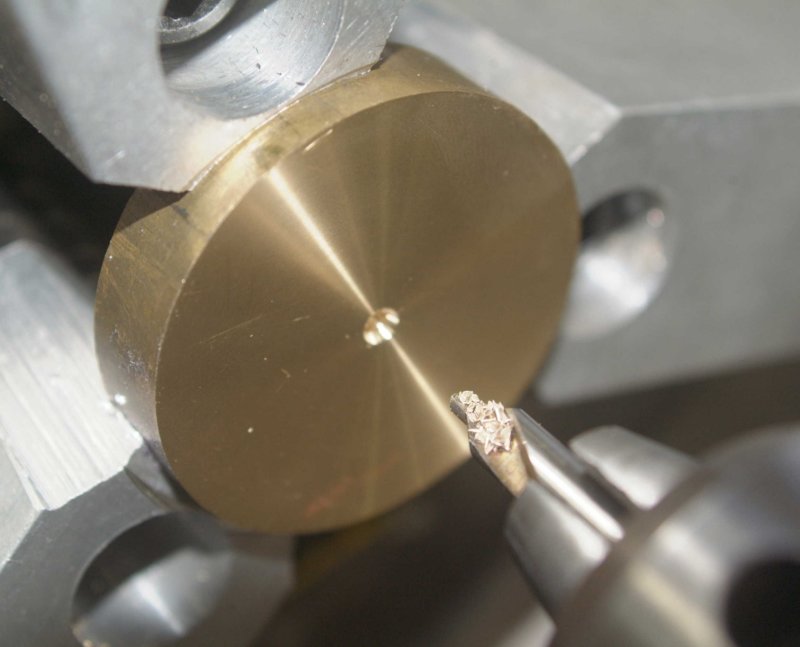
Now we can chuck a wheel and center drill it:
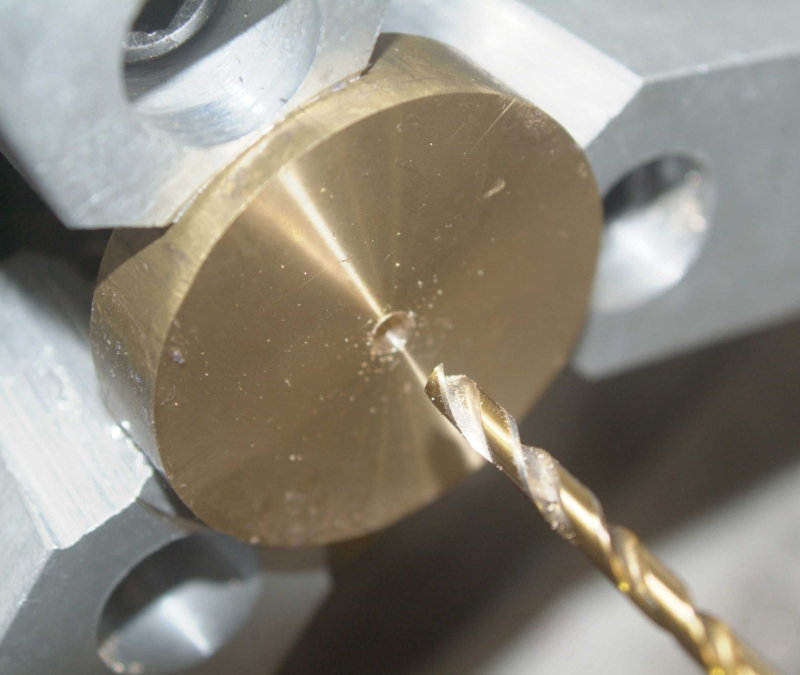
Then drill 11/64 hole (1/64 below final 3/16 size):
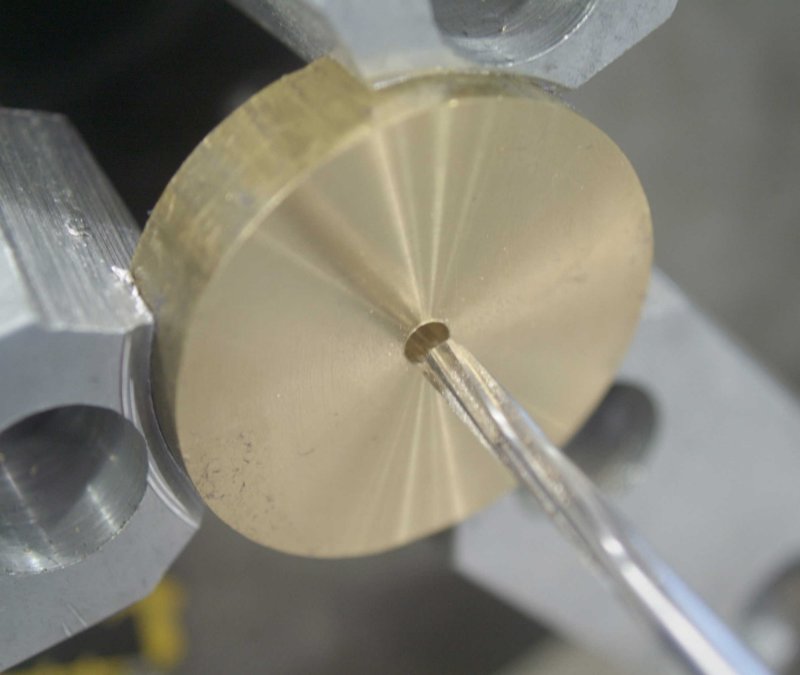
Then 3/16" reamer to obtain the "close fit" described in the drawing:
Once all 8 wheels were drilled, I then faced each on one side to a thickness of around .390", and then made a small chamfer on the hole. The chamfer will aid in mounting a fixture I made for eventually turning the edges.
When all 8 wheels were faced on one side, I faced each one to final thickness on the other side, generally within +/- .003". Because the boring tool used to cut the jaws has a slightly round tip, the disks do not chuck as precisely as possible. To get better tolerances it would be necessary to use a second boring tool to undercut the inner edge of the pocket.
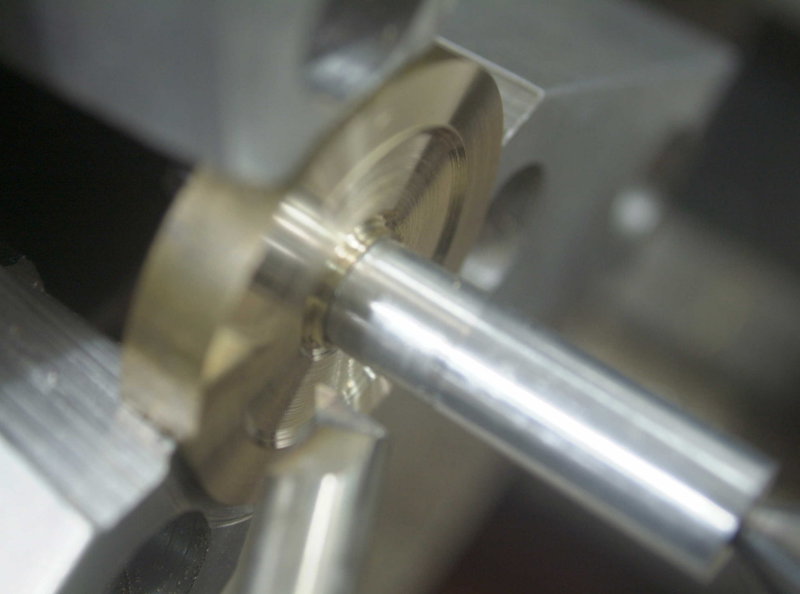
Next I chucked a wheel and added a small aluminum fixture I had made previously. It has a 3/16" nib that fits the flywheel hole tightly and a 1/2" diameter that matches the hub. Te other end is center drilled and pressed in by a live center. I then mounted a boring bar that I had ground to cut the inner recess.
I was able to perform this operation on only one of the wheels. Next time I hope to do the other 7, then turn the edges and drill/tap the vertical holes.
The soft jaws definitely made this a "production line" type of work. Definitely worth the couple of hours it took to get them set up.






 )
)