Mitchg07261995
Senior Member
- Joined
- Nov 12, 2012
- Messages
- 242
- Reaction score
- 53
Ok, in my machining class my teacher is allowing me to make a model stirling engine
I started the project this week and have completed the main shaft and started the flywheel today
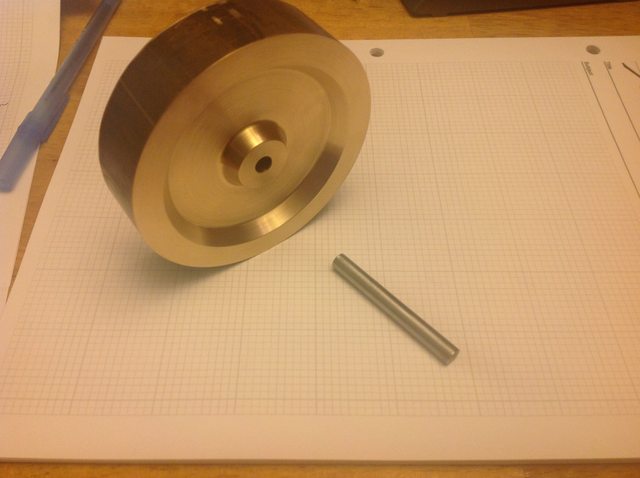
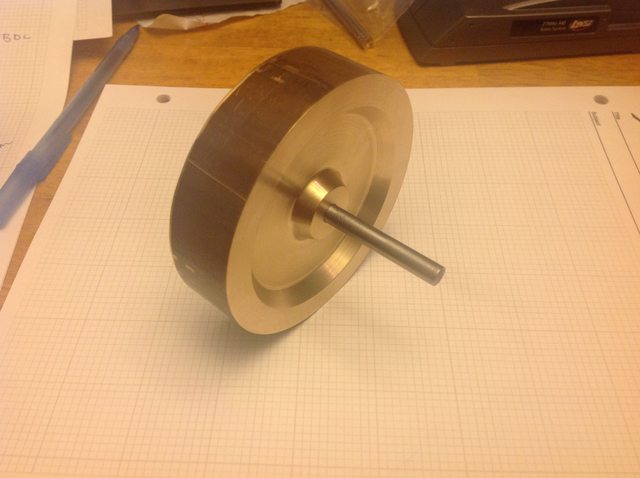
The main shaft is .250" thick and 2.125" long
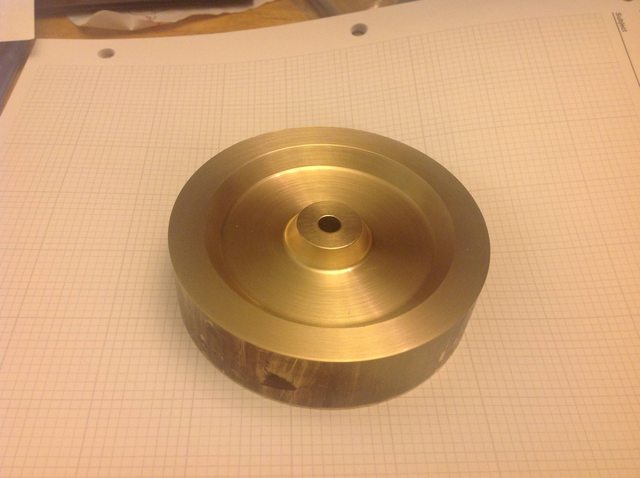
Flywheel is supposed to be 3" in diameter and is 3.5" in diameter at the moment, i already have drilled the .250" hole in the center, faced off one side of the fly wheel and cut a groove .240" deep into the front
Ill upload some pictures of my work that i completed this week in a little while
Thanks!
I started the project this week and have completed the main shaft and started the flywheel today
The main shaft is .250" thick and 2.125" long
Flywheel is supposed to be 3" in diameter and is 3.5" in diameter at the moment, i already have drilled the .250" hole in the center, faced off one side of the fly wheel and cut a groove .240" deep into the front
Ill upload some pictures of my work that i completed this week in a little while
Thanks!