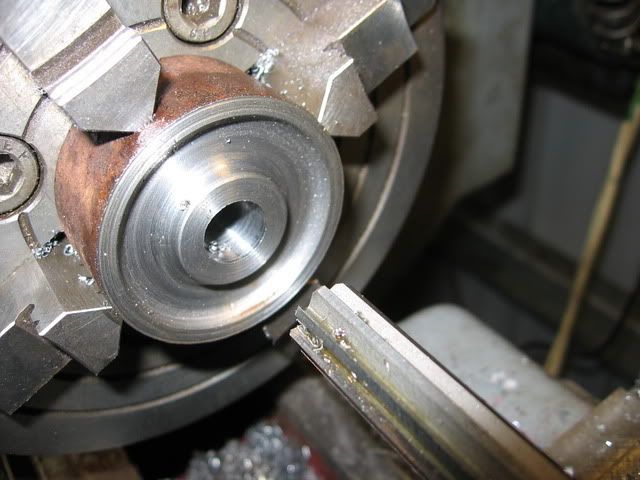
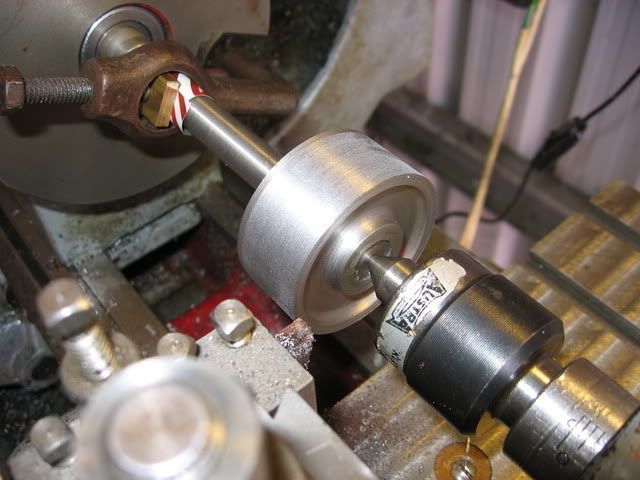
I've got a harrison L5 and to fit the new motor I had to put a key way into it so I did that by winding the carriage back and forth, it worked really well but was only an aluminuum pulley. Even then it felt like I was punishing the lathe a bit though!
I always fancy cutting dovetails too! I've got a cutter that was given to me but never tried it, one day I will make a Quick change Tool Post, one day!
I know what you mean about the horizontal, I had a lovely centec 2a until a few months ago, I'd used it about 2 or 3 times then bought a larger vertical so it was never going to get used again. It was a good quality machine though, someone got a bargain.
Nick