I needed some collets to work with small dia. stock and can't afford them so I located some plans on the web and adapted them to my mini lathe.
First I needed to turn a #2 and #3 morse taper. I turned the #2 by using my compound and found out that was alot of work turning the compound feed screw
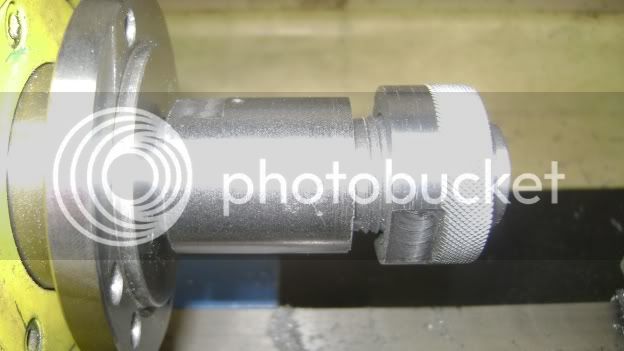
so I made a tailstock taper attachment .
Ron



First I needed to turn a #2 and #3 morse taper. I turned the #2 by using my compound and found out that was alot of work turning the compound feed screw
so I made a tailstock taper attachment .
Ron