benjames
Ben James
- Joined
- Dec 12, 2013
- Messages
- 35
- Reaction score
- 0
I was hoping if someone could elaborate on how a length of metal is held in the lathe when machining a crankshaft.
I understand that I drill the centres to turn down the main centre shaft.
I understand that I drill a centre hole off-centre (5/16" from centre in my case) so that I can hold the piece with the live centre at one end, but I am unsure how the piece is held at the chuck end?
I have included a couple of pictures from a person on HMEM called wesm1957 which was the closest I got to understanding how it works.
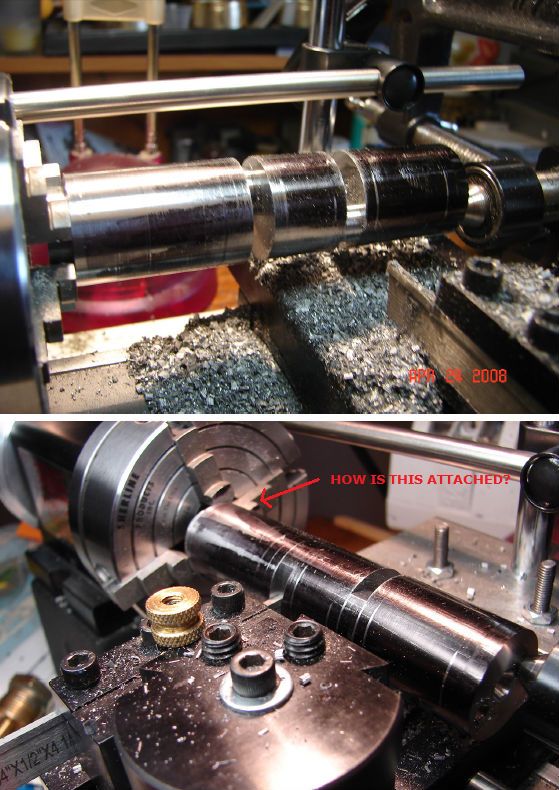
He says he held it in a 4 jaw chuck but that would still hold it central wouldn't it? How would I hold something in a 4 jaw chuck to do eccentric turning?
I have attached a picture below which is the only way I can think of doing it. My idea is to hold the piece in a larger piece off centre with a pin holding it in place. Then when it is finished, face off the extra length that holds the pin.
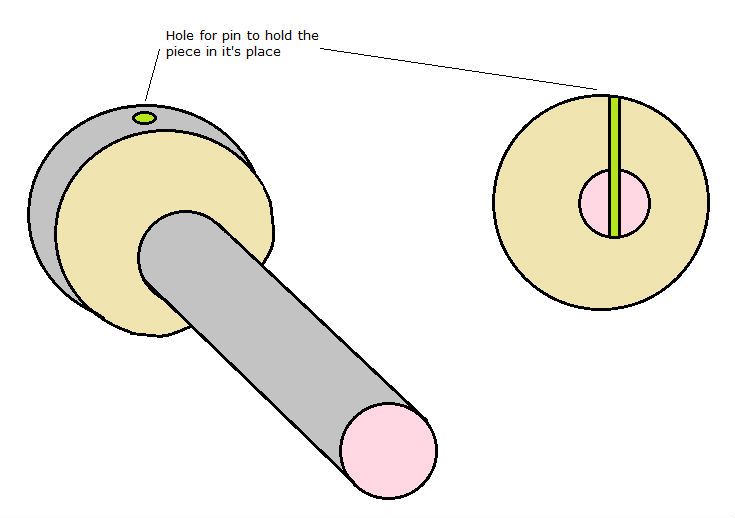
If anyone could shed light on an easier way of doing it I would appreciate it. I have googled and looked at many sites about eccentric turning and they mainly say put a 3 jaw chuck in a 4 jaw chuck.
Any other ideas would be appreciated.
Thanks,
Ben.
")
I understand that I drill the centres to turn down the main centre shaft.
I understand that I drill a centre hole off-centre (5/16" from centre in my case) so that I can hold the piece with the live centre at one end, but I am unsure how the piece is held at the chuck end?
I have included a couple of pictures from a person on HMEM called wesm1957 which was the closest I got to understanding how it works.
He says he held it in a 4 jaw chuck but that would still hold it central wouldn't it? How would I hold something in a 4 jaw chuck to do eccentric turning?
I have attached a picture below which is the only way I can think of doing it. My idea is to hold the piece in a larger piece off centre with a pin holding it in place. Then when it is finished, face off the extra length that holds the pin.
If anyone could shed light on an easier way of doing it I would appreciate it. I have googled and looked at many sites about eccentric turning and they mainly say put a 3 jaw chuck in a 4 jaw chuck.
Any other ideas would be appreciated.
Thanks,
Ben.