Marv is right that commercial sine bars can be bought quite at rather nominal prices. Unfortunately most of them are too big for much of our hobby work. Fortunately they are as easy to make as they are to use, and they can be sized to fit the equipment you have. If your milling machine is properly trammed and you can space two grooves in a chunk of metal at a reasonably accurate distance apart with a ball end mill, then you are almost home free.
The distance between the grooves is not sacred, you just have to know what it is. I mostly use a sine bar in my milling vice, and it is a 4 inch vice. A commercial 5 inch bar will not fit on the bed of the vice. The rolls hang over. So, I have a set of 3 inch sine bars for it. For small angles it is easy to set one roll on the bed of the vice and put a spacer block under the other roll on the other side of the bed. I also have some 2-1/2 bars I made for my 3 inch vice that I use on my tool grinder. These bars are not of the precision that the commercial ground and hardened ones are, but are close enough for my work. Probably considerably better than 10 minutes of angle,although I have never bothered to calibrate them.
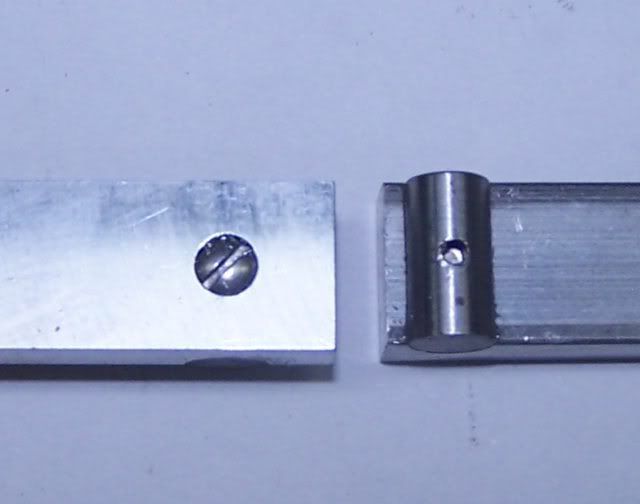
The photos show most of the details necessary. I have several of different widths to suit what I am doing. If you make some, you might as well made several as it is almost all the same setup and will save you time later. The ones in the photos are 1/2, 3/4, 1, and 1-1/4 nominal width. I say nominal because it is better to make them a little bit, say 0.010 or 0.020 inch, narrow so if you are clamping on a nominal size material you are not clamping on the bar.
This set is made from 1/4 inch thick aluminum. The rolls are 1/4diameter 12L14 steel. Ground stock would be better, but cold rolled is adequate for me. The rolls are cut a little bit shorter than the width of the aluminum bar so they don't hang out. A 2-56 tapped hole in put in the middle of the roll. Deburr both sided of the tapped hole. The bars have a round bottom grooves milled in them to match the rolls. A clearance hole for a 2-56 screw is in the center of each groove. Putting the grooves in is the only critical measurement as the grooves must be a known distance apart. If you have a DRO fitted it is easy. If you don't have a DRO, make sure to take the backlash up by approaching each groove from the same direction.
After putting the grooves in, flip the bars over and counter bore for the screw head. Go a little bit extra deep and you are going to mill this surface after a while. Mix up a little bit of epoxy and spread a little bit in each groove, then screw the rolls in place on the bar. Put a little bit of wax paper in the bottom of your vice and clamp the rolls to the bar. The epoxy provided a bed for the rolls to seat on. All this is to insure that the rolls are parallel to each other. The wax paper makes cleaning up any epoxy that might drip easier. After the epoxy is cured, put your best set of parallels that are tall enough to bring the top of the bar above the vice jaws and tap the sine bar down on the parallels. Make a skim cut across the top and you are done.
Check with a micrometer that the distance from the bottom of the roll to the top of the bar is the same on both rolls.