Aquarius21
Well-Known Member
- Joined
- May 26, 2009
- Messages
- 63
- Reaction score
- 1
Hi, while watchng MIT's great machine shop video on drilling (#2) the instructor
mentioned the concern about a regular steel drill grabbing brass while drilling.
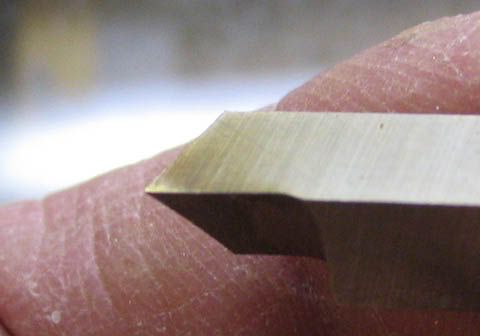
One internet suggestion was to file a flat on the flute to reduce grabbing.
Any suggestions as I would rather not toast a drill either. Do people buy
a separate set of drills for brass? Does one bolt the vise to the drill table?
Drill in a lathe? Your advice is welcomed as the cost of messing up a block
of brass to make the cylinder block for the rotary valve 2 cylinder engine
would be disenheartening ( and to fetch another piece of brass would mean
a hour drive to the city as there are no local suppliers.)
Thanks for helping in this, Quincy, Nova Scotia
mentioned the concern about a regular steel drill grabbing brass while drilling.
One internet suggestion was to file a flat on the flute to reduce grabbing.
Any suggestions as I would rather not toast a drill either. Do people buy
a separate set of drills for brass? Does one bolt the vise to the drill table?
Drill in a lathe? Your advice is welcomed as the cost of messing up a block
of brass to make the cylinder block for the rotary valve 2 cylinder engine
would be disenheartening ( and to fetch another piece of brass would mean
a hour drive to the city as there are no local suppliers.)
Thanks for helping in this, Quincy, Nova Scotia