Connecting rod,
I always seem to stumble when it comes to cast connecting rods and this was no exception.
The sides of the beam portion were parallel so I started with the rod in the vise, I centred from the vise jaws
and milled the sides of the big end equal using the dro. I should have taken the small end to the same width
with this set up but that turned out to be hindsight.
Using the milled surface, the layed (is layed a word?) out rod was set in the vise on a parallel (1/2" toolbit)
With a centre finder I swiveled the vise until both centre marks were even on the X axis. Then working from the rod eye as zero drilled a 1/8" hole at each centre
With pins in the centre holes the casting was set up square on an angle plate to drill and spotface the
bolt holes. After this the cap was sawn from the big end, and the rod remounted square on the angle plate.
The mating surface was milled down to 1/2 of the centre hole diameter.
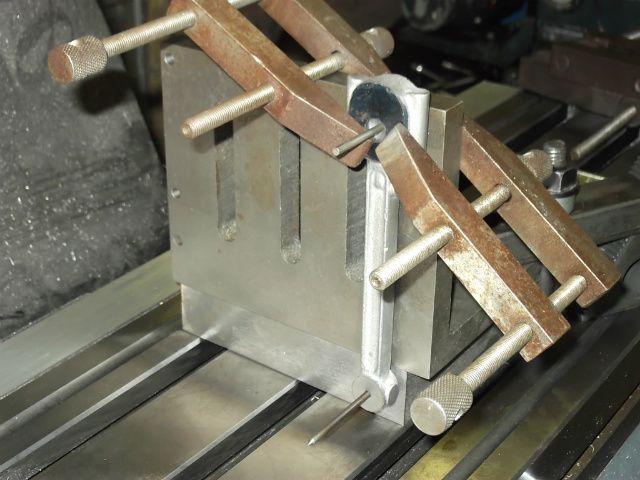
I set up a plate in the mill vise centred, located, and drilled the 1/8" centres and threaded holes for clamping down the part.This plate was zeroed with the dro and not removed till finished.
The connecting rod cap which was set up using the spot faces and milled to thickness after being cut off, was bolted back in place. Following real world practice I assembled it using shims (3X.002") for bearing adjustment..
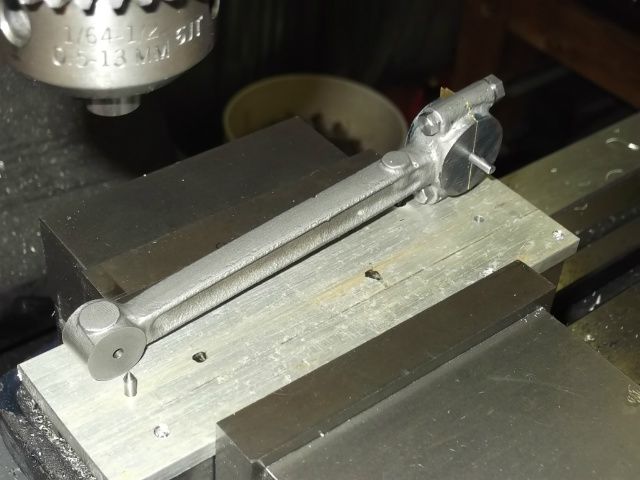
With an end of one locating pin filed to half the diameter to suit the half hole at the big end, the rod was located and clamped on the jig plate as pictured.
I had to shim the small end because of not making the thickness equal to the other end. I used a dial indicator on the surface of the rod and shimmed until it read zero deflection when clamped.
Drilled, bored and reamed to size.
After the holes were finished the assembly was removed and reset in the vise to drill oil and grease passages,
using the jig plate to locate the drillings.
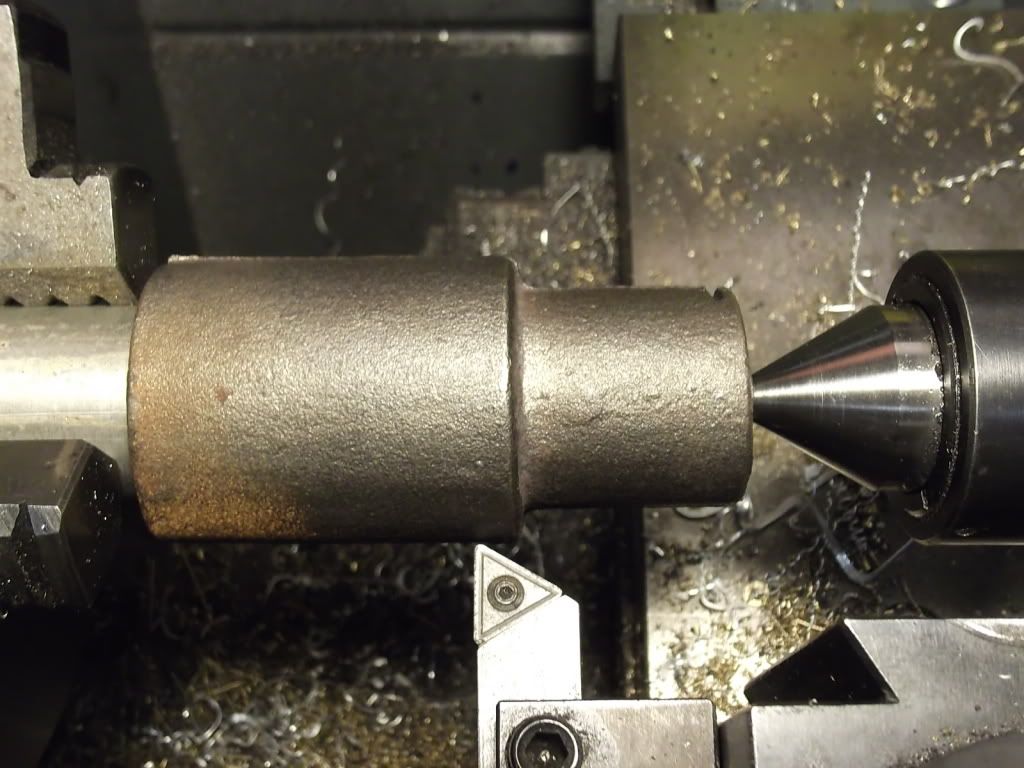
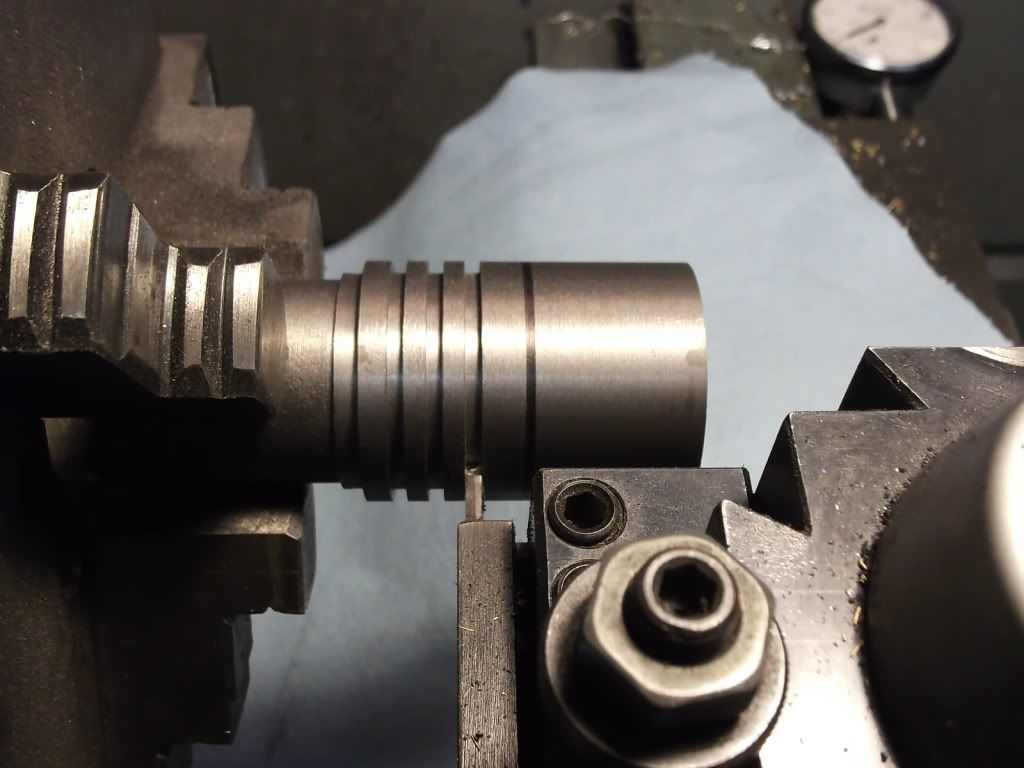
After removing from the plate the rod was clamped on a mandrel in the lathe and the big end turned to width
Hope this makes some sense, even writing it seemed clumsy
Peter