Double-Cross
Elmer’s #34 - Cross Twin Engine
Part 8
I’ve recovered from the Rocker Crank Arm Day festivities, so onto the crankshaft. This is a built up crankshaft. I needed three pieces of 12L14 and the small bits are a PITA in the horizontal bandsaw. I have a vise that clamps into the saw base, but these were too small.
The cutting fluid is like a smokescreen.

Winter wonderland outside of the shop. 72 degrees inside.

For my next experiment in cutting small bits, I clamped a standard hacksaw blade in Oliver. Worked very well.

I ended up with these three pieces.
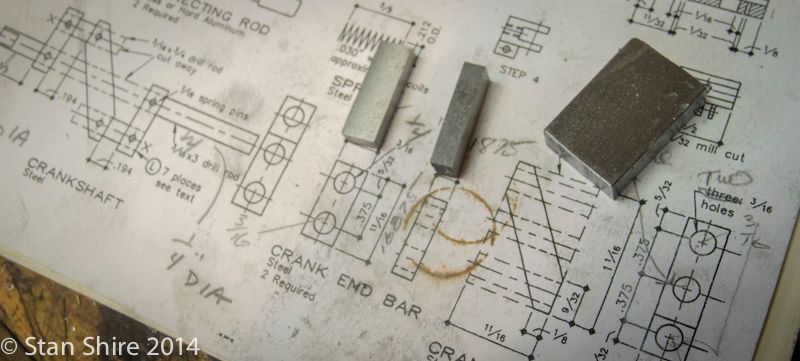
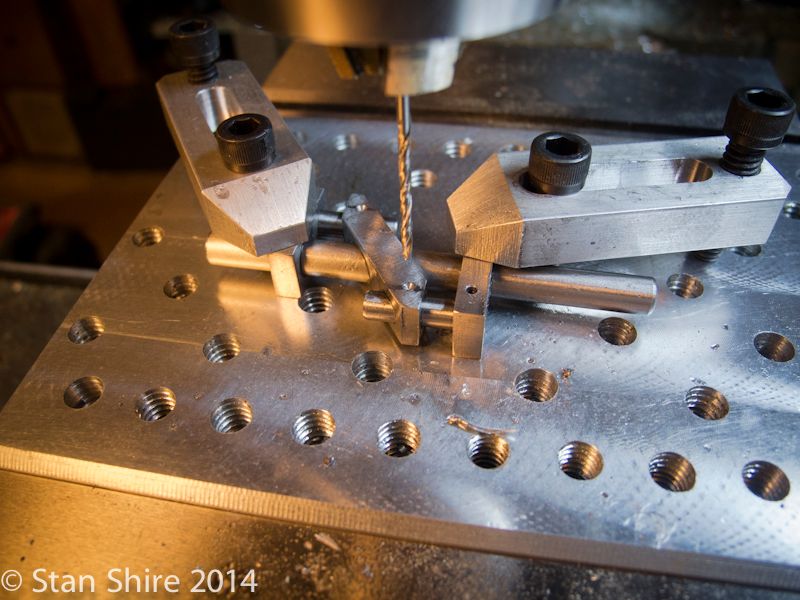
Early on, i decided to use the ball bearings that I had with a .25” ID. So two shaft sizes. The connecting rods are .1875”. Drilling and reaming for both sizes.

Three pieces for the crankshaft.
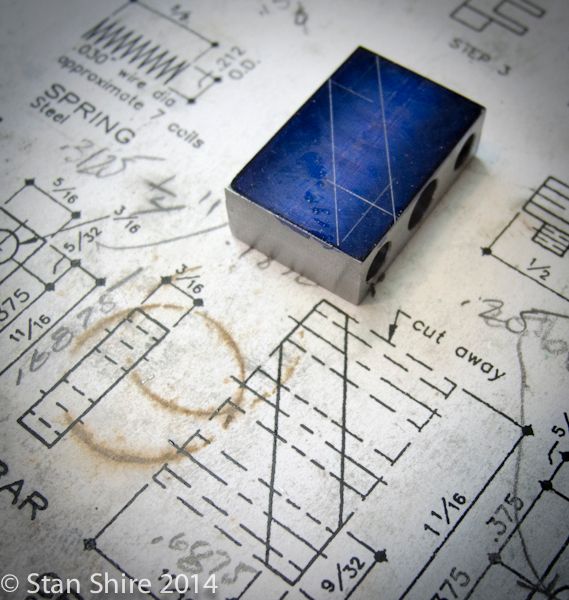
The angle for the crankshaft center part is marked out.
Then lined up against a parallel in the mill vise.
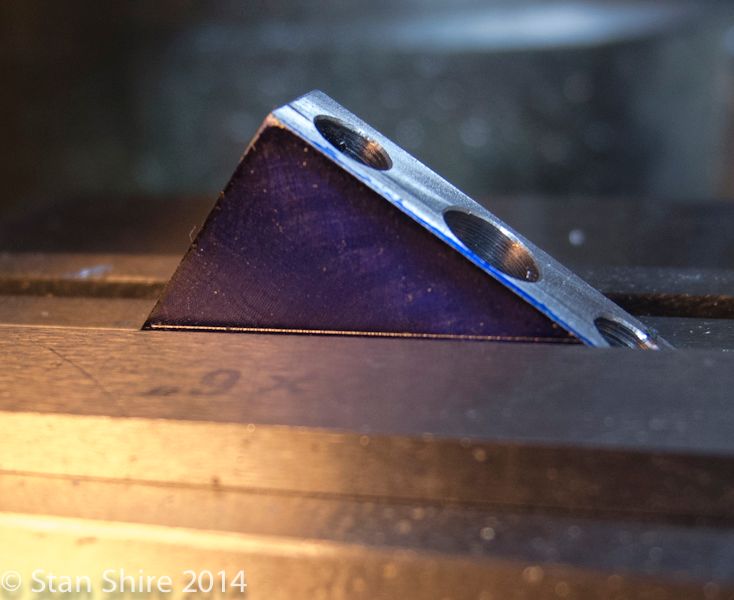
Milled to the line.
And it looks like this

Very rough test assembly to make sure I hadn’t milled the angle wrong.

The crankshaft end pieces and the shafts.

Elmer’s plan is to Loctite the whole thing together so that all stays in place for the roll pins to follow. The spacing for the connecting rods is .194”. Two gauge blocks wrung together to get the correct spacing.

A little extra Loctite 609 can’t hurt. Love those toothpicks.

When the Loctite cured, the part was clamped to the new plate. I should have made this long ago.
1/16” drill bit for the roll pins.
The first 3 pins were cut off with the fiberglass reinforced cutoff disks.


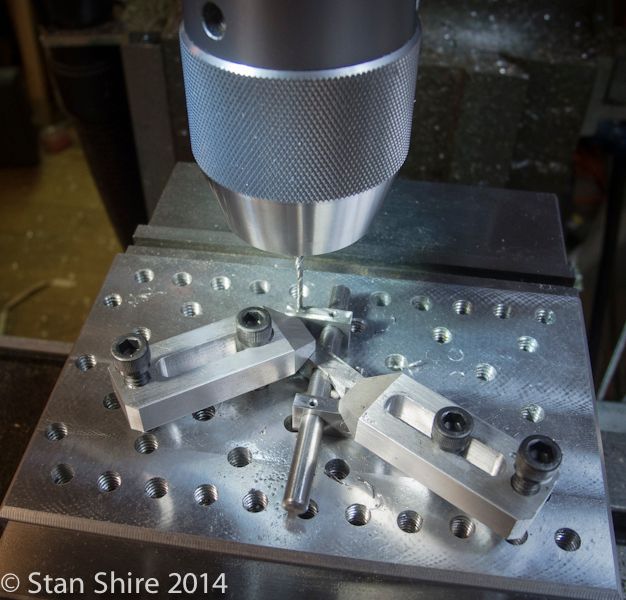
Then back to the plate for the other holes and roll pins.
The connecting shafts are next removed (again, the Dremel disk in the Foredom flex shaft.)

Then cleaned up at the mill.

Polishing to follow.

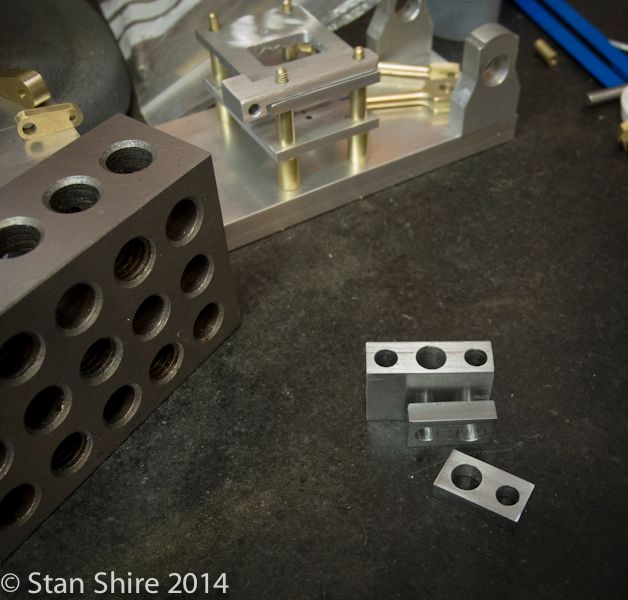
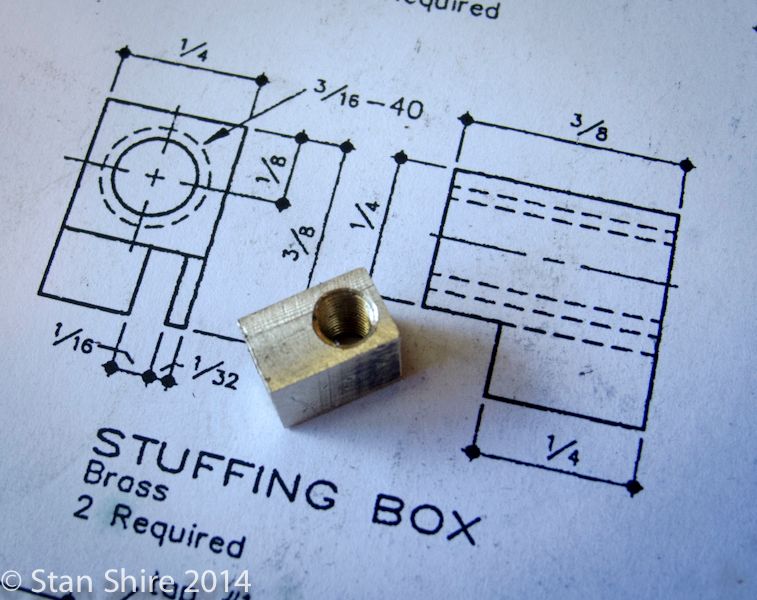
Onto the stuffing boxes. Drilled and tapped.
A .125”x.125” recess is milled.

Don’t get excited. I didn’t break a 1/16” end mill. I got a few stubby end mills which, for shallow slots (this one has a .125 depth of cut) is much less likely to go “snap.”
Full depth, very slow feed, speed cranked up. One pass. Done.

A matched pair of stuffing boxes.

Most likely the pistons, rods and tubes will be next.
Thanks for watching.





")

























