




- Joined
- Jan 19, 2010
- Messages
- 1,193
- Reaction score
- 41
I am seriously considering building a CNC machine from scratch. I am hoping to be able to mill aluminum and possibly steel with up to a 3/8" to 1/2" and mill. I cannot find what I am looking for in ready to go machines for less than $2000 Three words "Capacity Capacity Capacity" I would like to get 12"x18"x5" of movement.
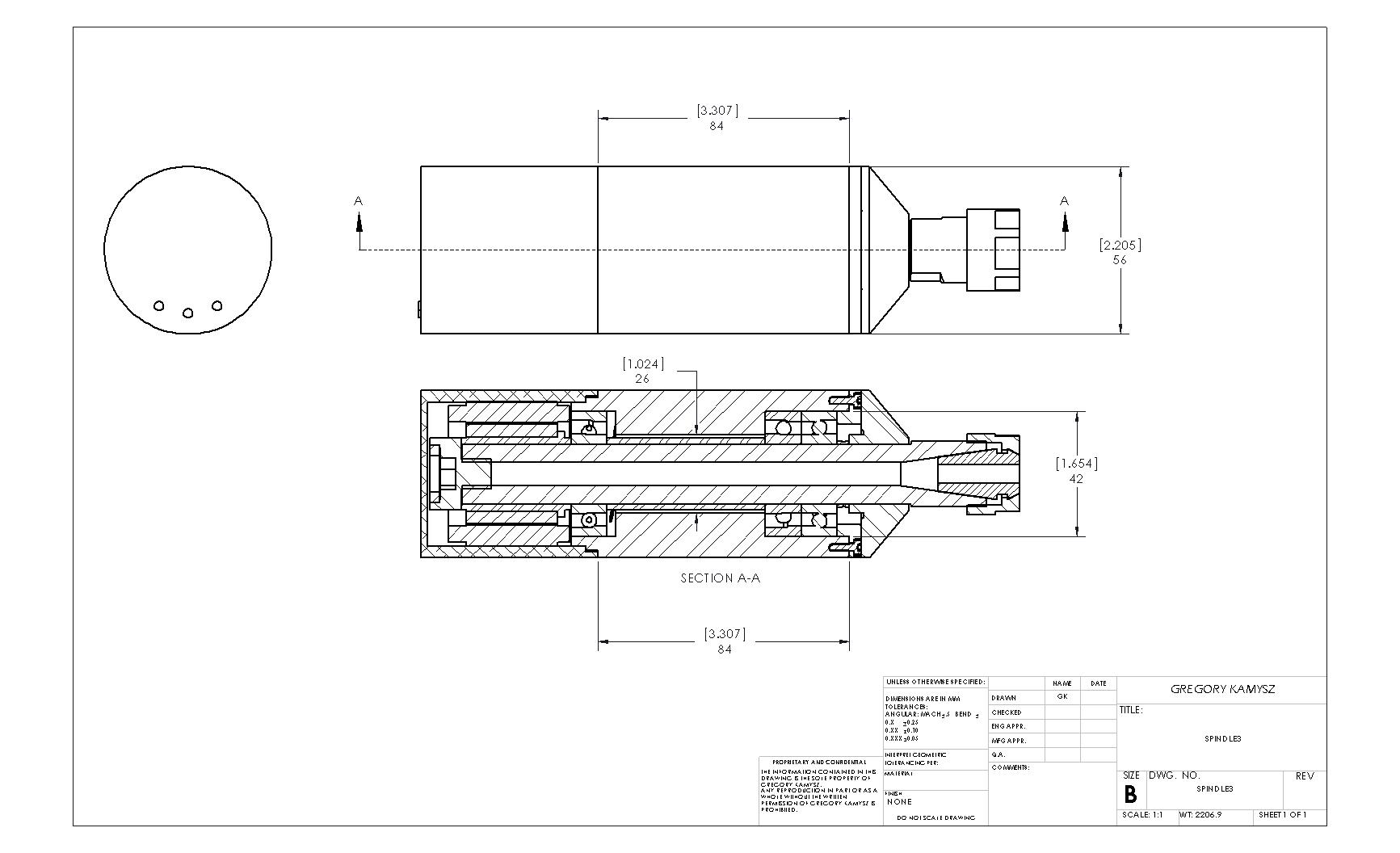
What are my options for a machine spindle? I was thinking about making an ER16 spindle from scratch, but don't know what to use for bearings or a motor. Could a variable speed router be connected via pullys to a spindle? I would like to get the rpm's from 500-1000 on the low end, and up to 10,000 or more.
Another thought was to use an X2 spindle. Are there any other ready to go options I can consider?
Kel
What are my options for a machine spindle? I was thinking about making an ER16 spindle from scratch, but don't know what to use for bearings or a motor. Could a variable speed router be connected via pullys to a spindle? I would like to get the rpm's from 500-1000 on the low end, and up to 10,000 or more.
Another thought was to use an X2 spindle. Are there any other ready to go options I can consider?
Kel
")