arnoldb
Well-Known Member
- Joined
- Apr 8, 2009
- Messages
- 1,792
- Reaction score
- 12
When nearing the finish of my rotary table build, I started thinking on which engine project to take on next. I just couldn't make a choice between the three candidates I had lined up... Last week my sister slept over for a couple of nights, and I showed her the three, and she "chose" Elmer's Comber.
I haven't been able to find much information about building this little engine - there's a couple of videos on the Internet, and what appears to be an unfinished team build (TB2) here on HMEM, so I'll bore everyone by doing a bit of a build log.
This engine's construction seems relatively simple, but running through the processes in my head to make the parts, its evident that high accuracy will have to be maintained to get a good runner. The most demanding part to make will be the cam. I've also had to re-work some dimensions to fit available material and tools I have - mostly to convert things to metric. One material change I had to make is to use 2mm brass plate for the cam instead of the 1/8" (~3.2mm) called for - I think this will be OK.
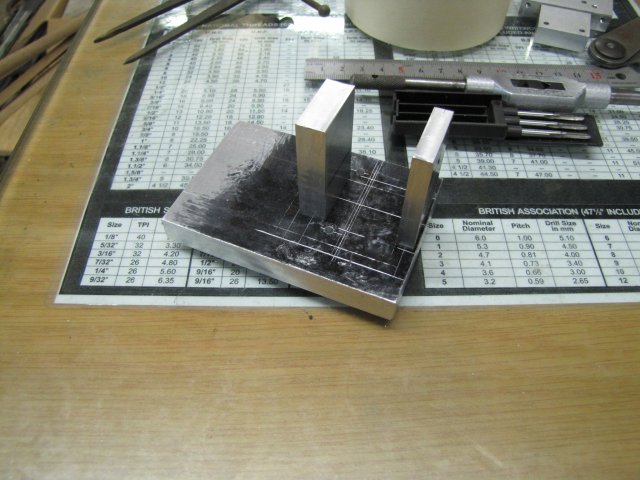
I started out on the base today. I don't have a set of parallels yet, and my vise is too deep for milling the slot in the base with the 2mm cutter. This slot has to be as accurate as possible to keep the cam square, so I used my DTI to check all the levels (both X and Y) while clamping the base block down in the top of the vise. As I was tightening up the vise, I had to re-check the levels all the time, and with taps with a hammer to keep things level (of course, after removing the DTI from the workpiece each time when I did this!):

The DTI is clamped in a collet in the mill's collet chuck.
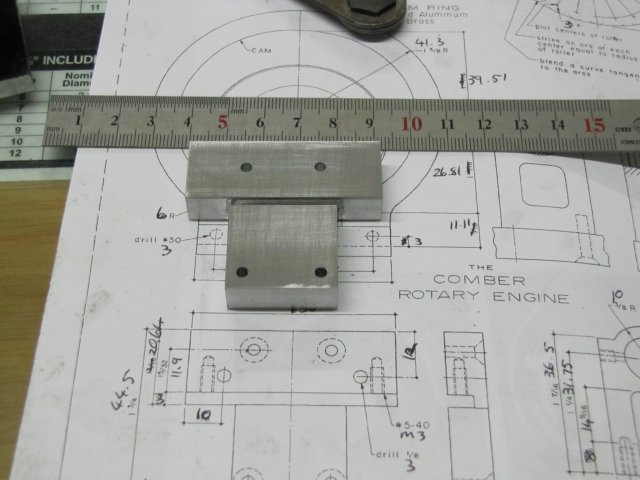
A drawn-out session of milling followed - 1mm depth of cut to get the 6.35mm depth into the slot; this is actually over the depth my 2mm slot mill can cut, and the last .35mm caused it to slightly open up a small "V" at the top. A 2mm thick slitting saw would have been much easier and quicker. While the block was in place, I drilled the mounting holes for the bearing blocks as well, using the mill's hand wheel calibrations. Instead of #5-40, I'll use 3mm screws.
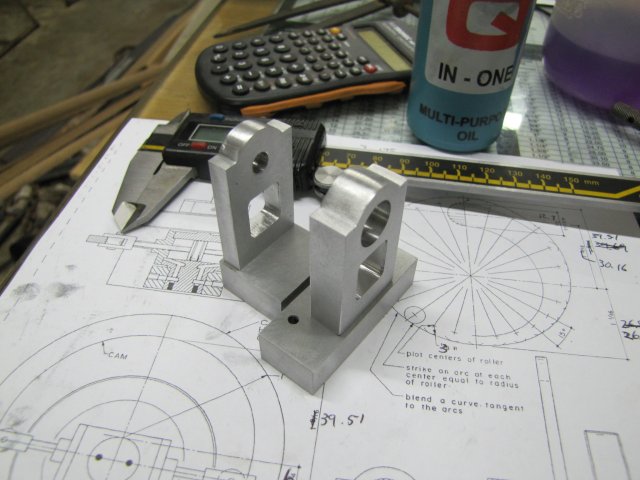
Then I roughly bandsawed the excess "blocks" off, and finished off the cut-outs with a 14mm end mill to size.
Not much to show for today's work - the base as I finished shop for today; it still need mounting holes drilled to mount it to a display base, as well as drilling and tapping mounting holes for the cam:
Regards, Arnold
I haven't been able to find much information about building this little engine - there's a couple of videos on the Internet, and what appears to be an unfinished team build (TB2) here on HMEM, so I'll bore everyone by doing a bit of a build log.
This engine's construction seems relatively simple, but running through the processes in my head to make the parts, its evident that high accuracy will have to be maintained to get a good runner. The most demanding part to make will be the cam. I've also had to re-work some dimensions to fit available material and tools I have - mostly to convert things to metric. One material change I had to make is to use 2mm brass plate for the cam instead of the 1/8" (~3.2mm) called for - I think this will be OK.
I started out on the base today. I don't have a set of parallels yet, and my vise is too deep for milling the slot in the base with the 2mm cutter. This slot has to be as accurate as possible to keep the cam square, so I used my DTI to check all the levels (both X and Y) while clamping the base block down in the top of the vise. As I was tightening up the vise, I had to re-check the levels all the time, and with taps with a hammer to keep things level (of course, after removing the DTI from the workpiece each time when I did this!):
The DTI is clamped in a collet in the mill's collet chuck.
A drawn-out session of milling followed - 1mm depth of cut to get the 6.35mm depth into the slot; this is actually over the depth my 2mm slot mill can cut, and the last .35mm caused it to slightly open up a small "V" at the top. A 2mm thick slitting saw would have been much easier and quicker. While the block was in place, I drilled the mounting holes for the bearing blocks as well, using the mill's hand wheel calibrations. Instead of #5-40, I'll use 3mm screws.
Then I roughly bandsawed the excess "blocks" off, and finished off the cut-outs with a 14mm end mill to size.
Not much to show for today's work - the base as I finished shop for today; it still need mounting holes drilled to mount it to a display base, as well as drilling and tapping mounting holes for the cam:
Regards, Arnold