After a few minor mods to reduce play and increase rigidity
I set up the dividing head in the mill and the single point cutter
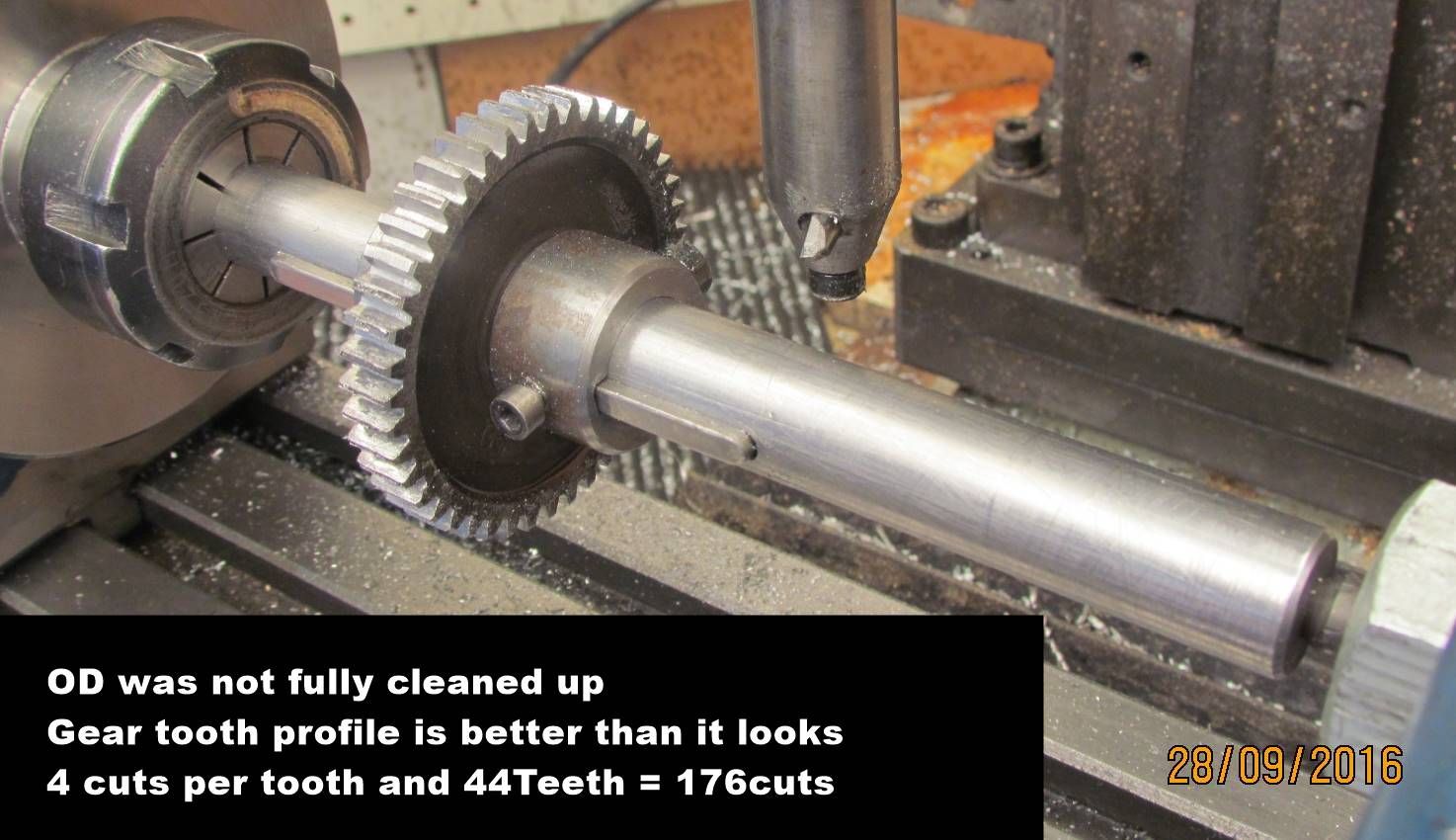
Starting with the 44t and depth set at .5mm I cut a few teeth
Cutter seems to work well so increased to 1mm and then 1.5mm
depth of cut.Still Ok.Then tried 2mm deep but started to get bounce
Set back to 1.5mm depth and finished all teeth.Then cut again at 1.25mm
to get full depth of 2.75mm.I then raised the cutter x 1 tooth pith (4mm)
and skimmed the teeth,lowered x 8mm and repeated.Tooth form looks ok but bad burrs.I then tried raisig and lowering x 2 pithes 8mm but no cutting
Conclusion is that except for large gears a 3t cutter will suffice and a 5t is not needed.For the 30t gear I repeated except first cut at 1mm,2nd at 1mm and
3rd at .75mm depth.Much easier but cutter starting to blunt.Touched up with a diamond file and took the 2 more involute passes
Conclusions.A 3t cutter from silver steel is ok for alum brass etc but not steel
A single t cutter from HSS or carbide is ok for steel
The cutter is easy to shape 40o included angle for 20DP,29o for 14.5DP etc
The width of the front end of the tool needs to be ground 1/4 of tooth pitch
PROS A single tooth can be easily made cheaply to cut any gear satisfactory
CONS A satisfactory but not Proffessional job.Too many cuts ball aching job
Works well for a small no of self meshing gears or replace for existing
Next job is to turn 2 cast iron blanks and make a pair of larger tooth gears
for a better idea of tooth form TBC