Bogs, thank you very much ;D - And my best wishes that your personal circumstances change for the better soon; it would be great to see you turning out another engine. And thank you very much for all the valuable assistance you give to everyone in need :bow: - it does not go unnoticed!
Thanks Carl
")
- There's nothing like a boiler build to boost confidence in silver soldering stickpoke :big:; it gets easier all the time!
Dave, Thanks
- I try, but I keep forgetting some essential things to show though...
Thank you Rich ;D I don't do pickling before hand like with brass & copper; just an hour or so in some citric acid after soldering together to get rid of the flux and most of the thick oxide layer from the heat... It may not be the best method though. One HAVE to wash the parts immediately when it comes out, otherwise it will rust like mad in a matter of minutes. Also, the metal comes out dull grey, but that's easily cleaned off with some scotch brite. Another funny that I noticed with this particular lot - (I used the same pickle that I did when I built Fred's boiler) - was that there was a copper layer forming on the steel... Maybe it's time I made up some new pickle :big:.
Well, some more bits done today; all in brass
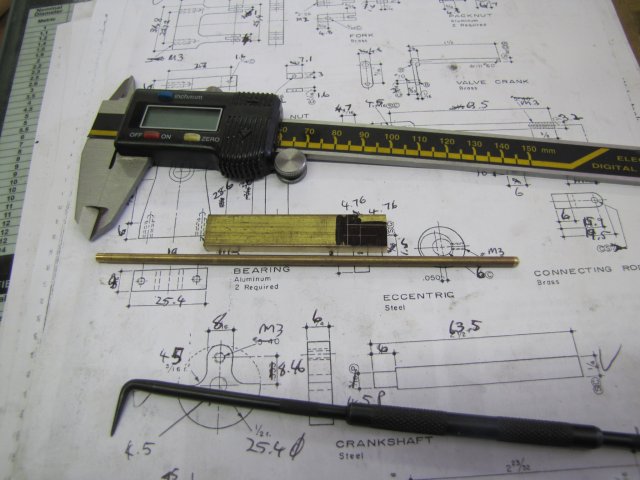
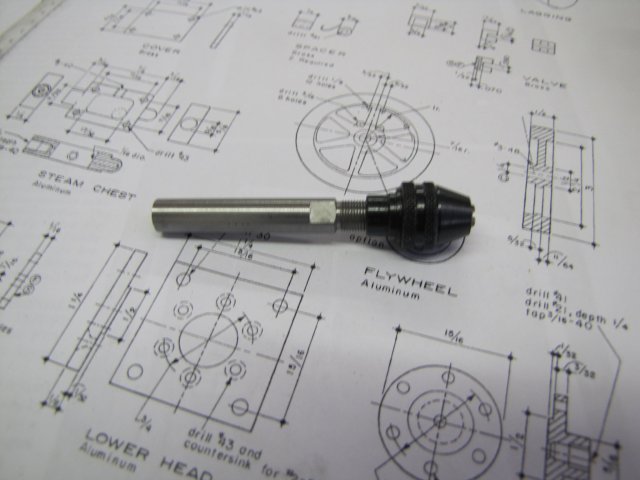
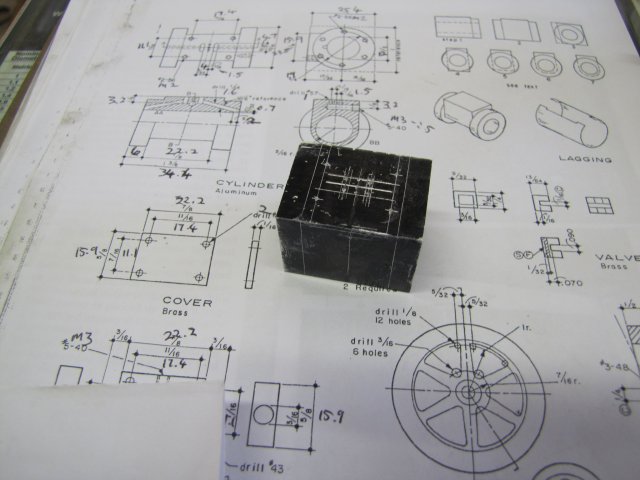
I got some stock together to make up the con rod:
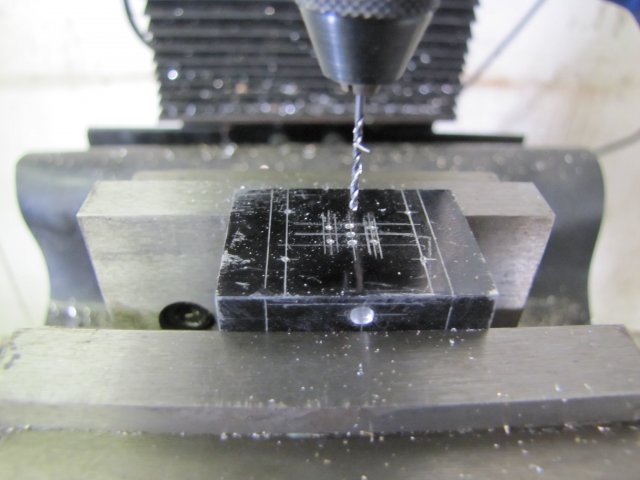
Next, drilled the 4.5mm hole for the crank screw; fortunately, my 4.5mm drill is a bit blunt already, so it does not grab while drilling the brass. Just a light and slow feed, and it drills a very acceptable round hole with smooth sides. Then the hole for the con rod shaft followed; workpiece aligned parallel to the drill bit (none of my squares would fit, so I used that bodge) then clamped. Drill press depth stop set to stop at the appropriate depth, and drilled the 3.2mm hole:
The hole ended up ever so slightly under size, so the rod would not fit easily; I ended up with an unexpected tight press fit. I would have silver soldered this joint, and, in retrospect I should have for looks, but I just used electronics solder to join the pieces. Here the parts before soldering; the solder just need to fill and join in the chamfer:
Next, I fit the con rod assembly in reverse into the lathe collet chuck, so that I could turn down and thread the fork end:
(Have I ever mentioned how pleased I am that I made that collet chuck for the lathe and how useful it is ? ;D)
Turned down to 3mm and threaded up:
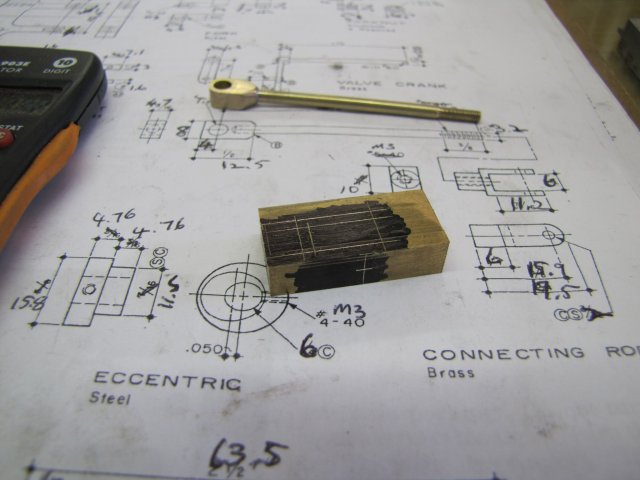
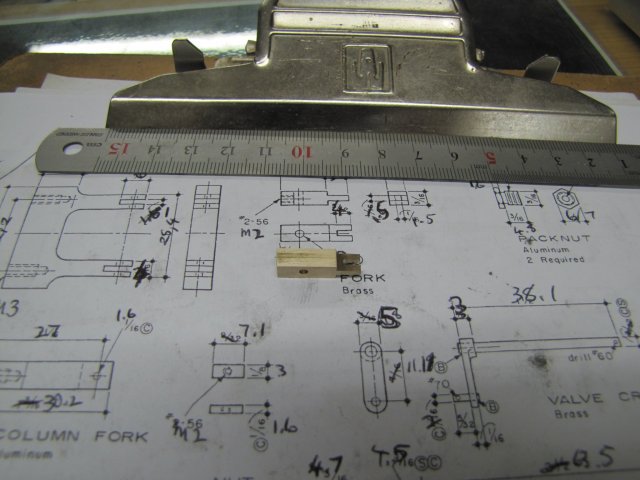
The fork laid out on a block of brass - and in the background the ring of gray solder visible on the con rod.... :
Turning down the round part of the fork in the 4-jaw. The "excess" bit of material pictured on the left of the stock was left there on purpose:
The reason for the excess bit mentioned above. The fork is a bit fiddly to clamp - so to mill out the center bit, and have a sort-of good grip, I left that as clamping space:
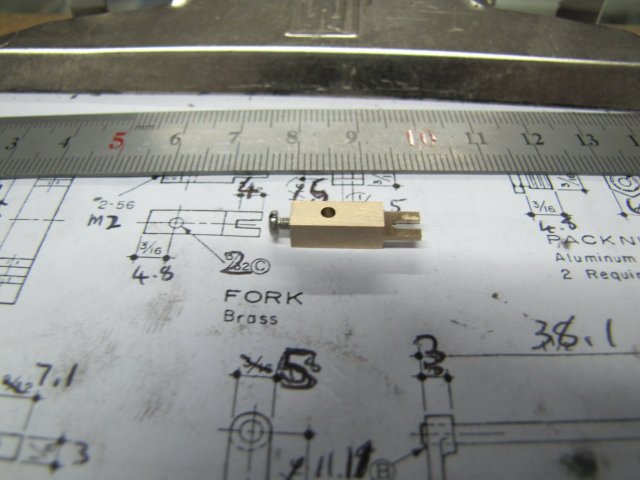
Fork nearly done:
After this photo was taken, I clamped it horizontally and milled away the excess.
Next, I turned some 8mm hex rod down to make the crank screw. 6mm would have been much better, so I might end up re-making or sizing down the crank screw.
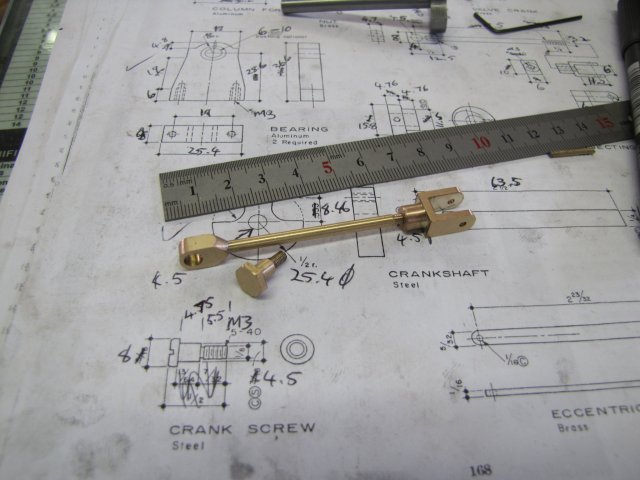
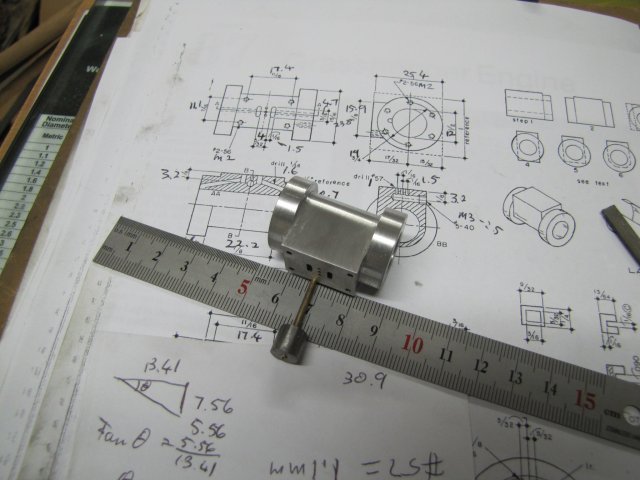
The finished con rod and (for now) crank screw:
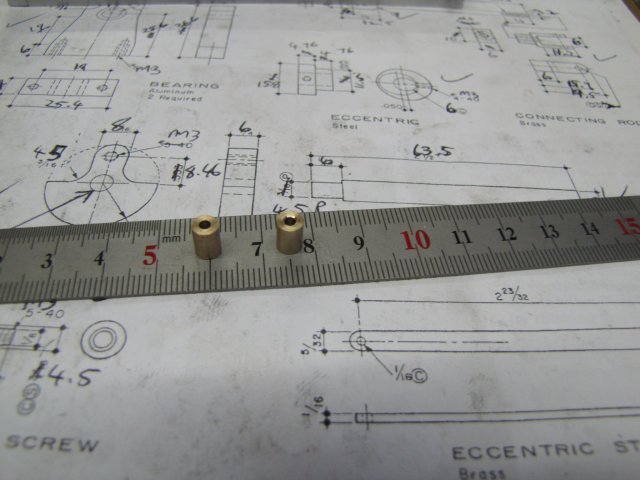
I also made the spacers that are needed for the beam links:
At this point I nearly stopped for the day... Some inner devil told me I could do another bit though, so I did.
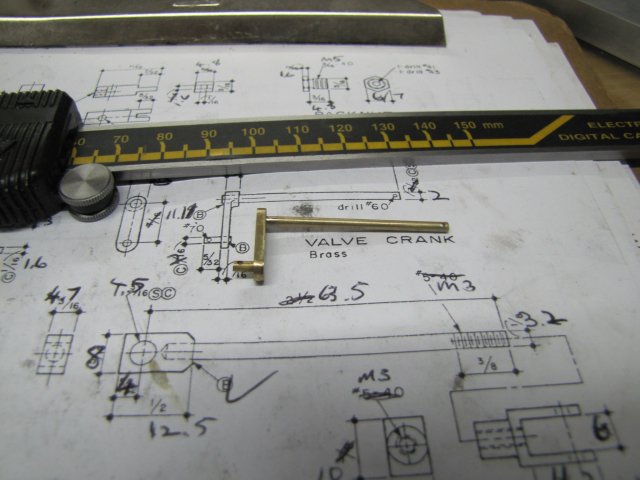
The valve crank arm is in the same page of the plans as the connecting rod, so I started on that; a strip of 2mm thick brass plate sawed from stock, and just filed to width (takes the same time to set up the mill as it does to do manually, and I need the exercise :big
- it needed two 2mm holes drilled for for the shaft and pin:
I then drilled 1mm holes through near the end of some 2mm brazing rod bits (I expected failure here, but it went surprisingly well; - I 'll post photos on how I did it in a later update), and used electrical solder to solder them on the valve crank arm. After some cleanup, it looks like this:
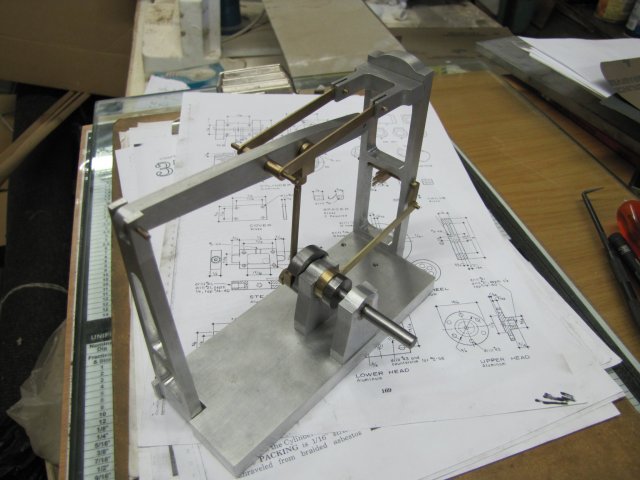
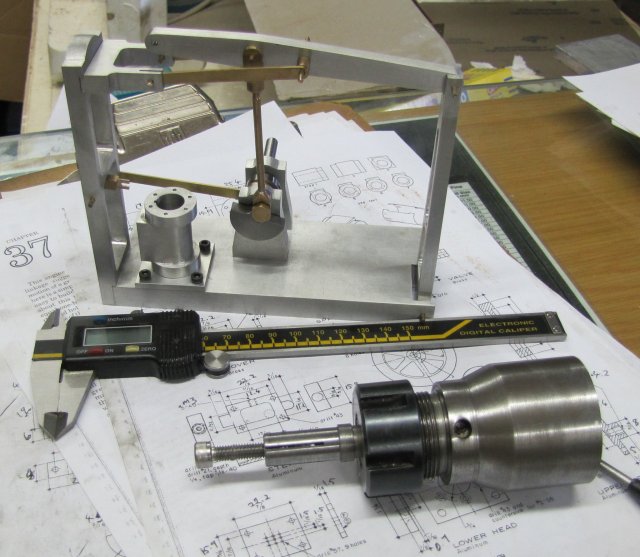
An assembly shot:
Regards, Arnold