Thank you Dean ;D - I love the mill; it's making a lot of things quicker and easier. But I'm also glad I went without it for so long - I learned a lot by NOT having it, and that is just as valuable ;D
Thanks Dennis ;D - I might be tempted to make cotter pins like you showed :bow:, but those holes are
small!
Dave, thank you very much, and welcome to HMEM ;D. I did consider the shop vac', it's standing right next to the mill. But this one kicks up one heck of a noise; I can't hear myself think when it's running; it's a LOT louder than my compressor ;D I'll be laying air in the shop in future anyway; I could use a decent cooling system for both the lathe and the mill, and spray-mist seems the way to go ;D
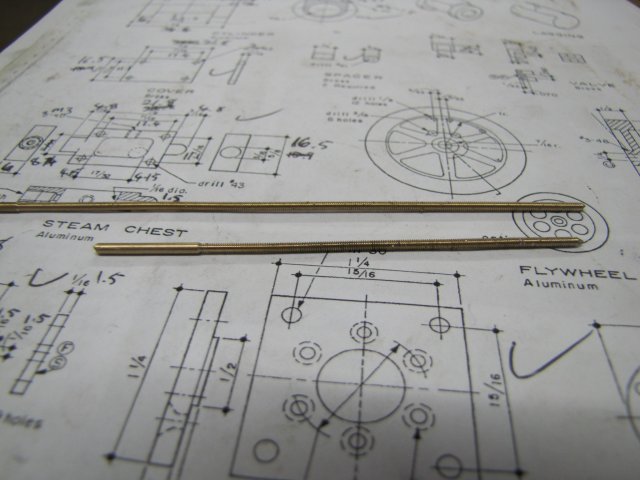
Thanks very much Jim ;D - Yes, those rods are different alloys. Machining can be tough on it, but I seem to have gotten used to it :big:
Ariz, thank you ;D I don't know about my accuracy though; some issues might still arise from my quick conversions to metric; I hope I caught all those, otherwise I'll be re-making some more parts... And I hope this engine will be interesting to watch; that is one of the reasons I chose it for building.
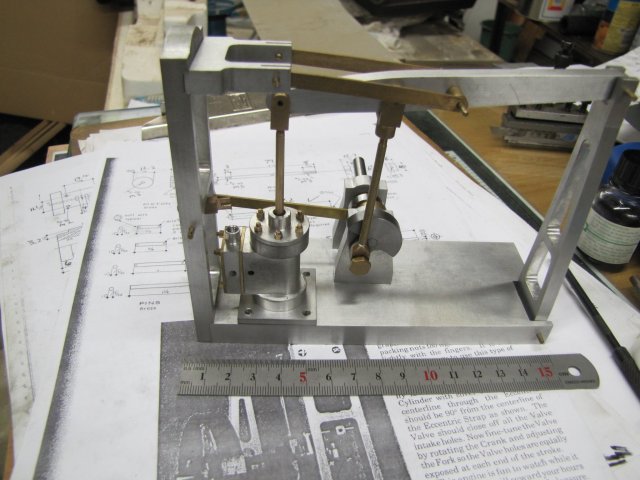
I really hoped to have this engine running by tonight, but unfortunately, time ran out with incomplete parts...
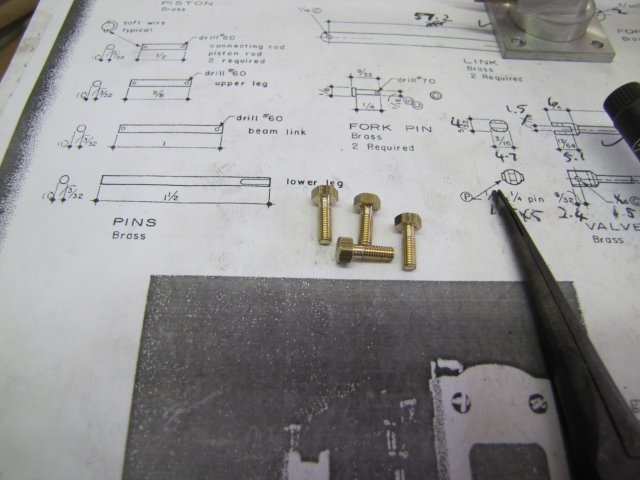
First thing this morning, I started turning the new cylinder mount bolts from some 5mm hex rod:
Batch finished:
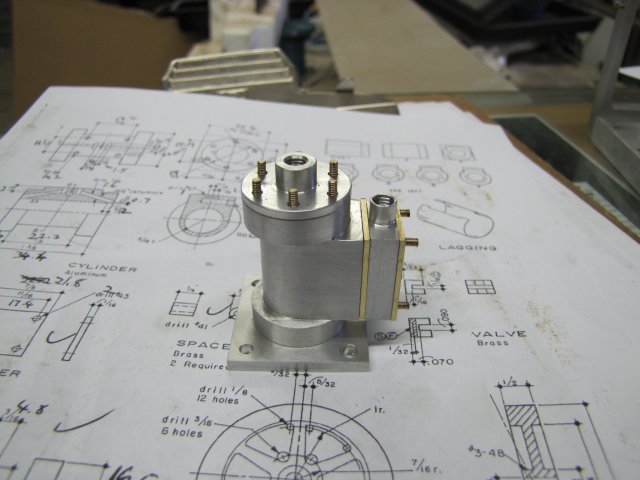
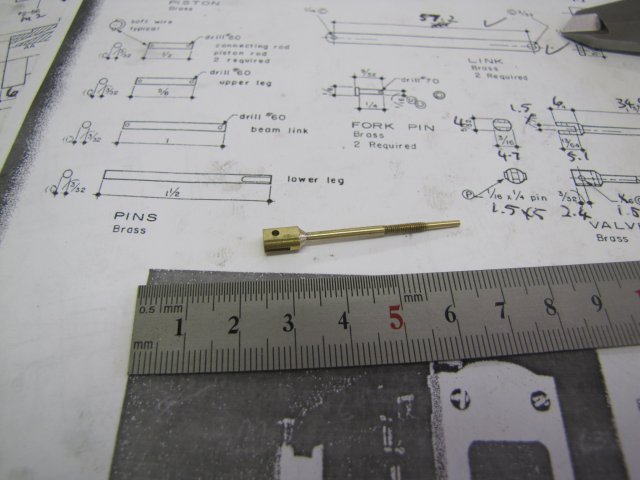
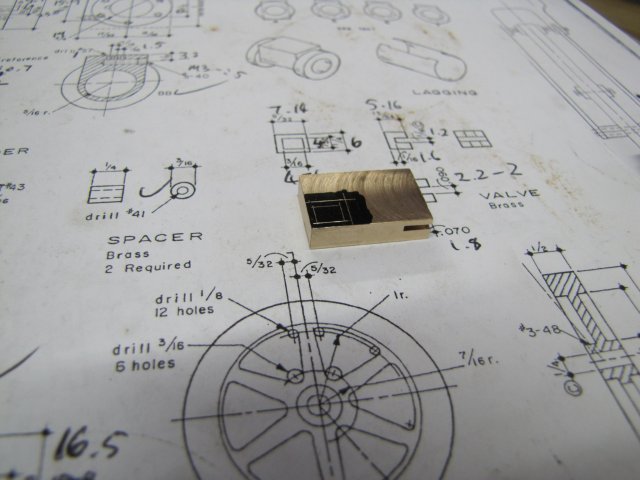
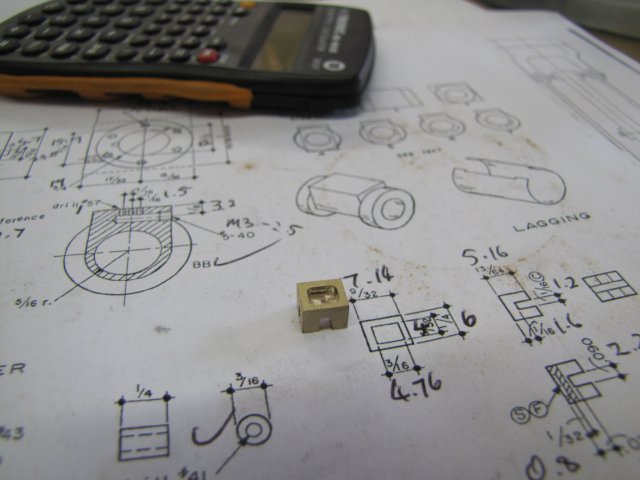
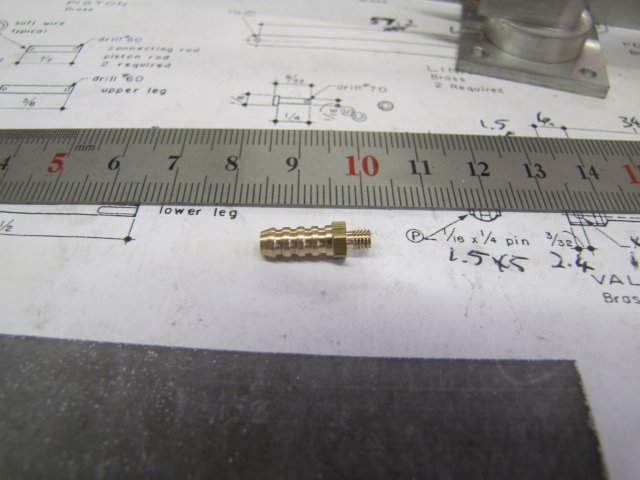
Next, the steam connector:
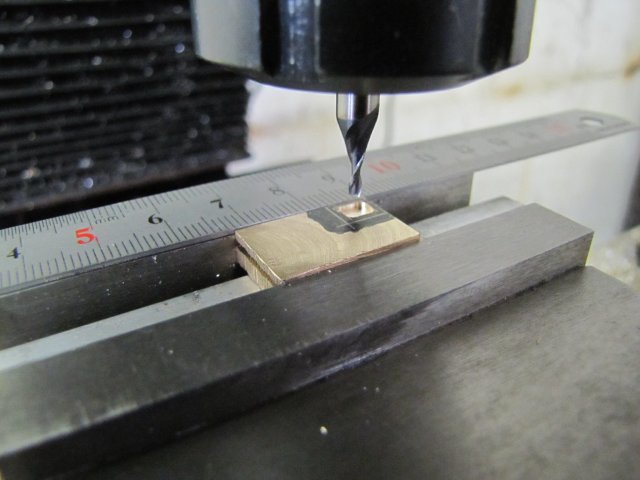
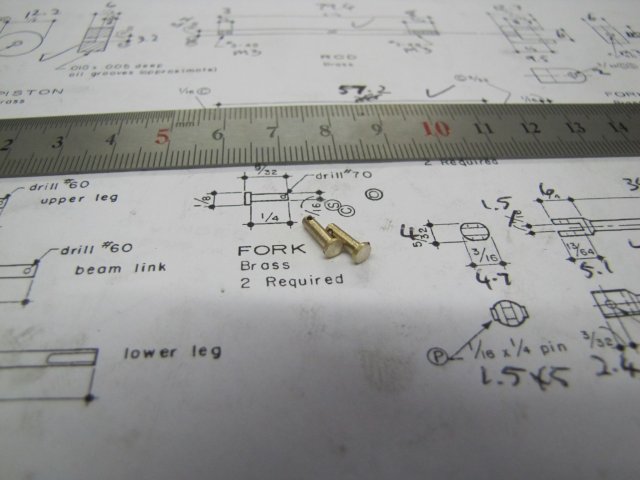
The last retaining pins were also made up and cross-drilled. Once again, one of them twice. I also forgot the pin in the valve rod head and made and fit that.
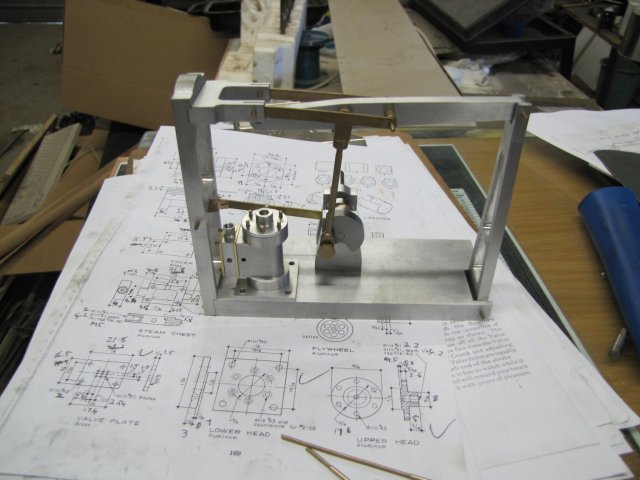
At this point I went through the entire set of plans; I'd checked of most bits as they were done, and nothing except the flywheel was outstanding. The extra bits that were not on the plans that I made like the steam connector and cylinder mounting bolts were all there. One of the items I added to the list was packing for between the different layers of the cylinder to valve/steam chest and steam chest cover assembly. I don't really know if that's needed though. So "only" the flywheel to go.
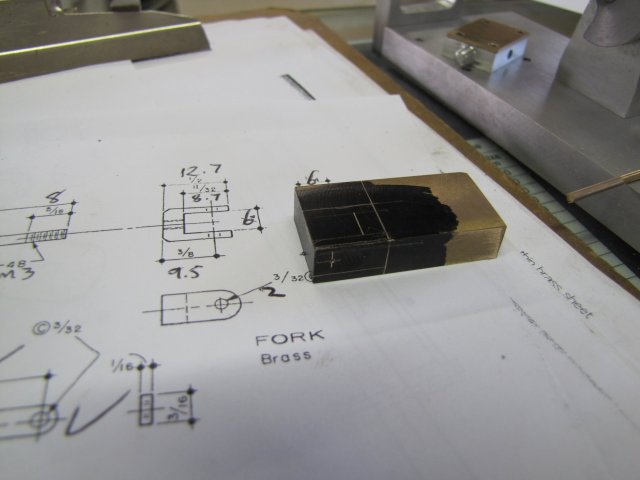
I don't have round aluminium stock of a suitable size, so the flywheel have to be made from about 1/6th of a sheet of 12mm aluminium plate I have:
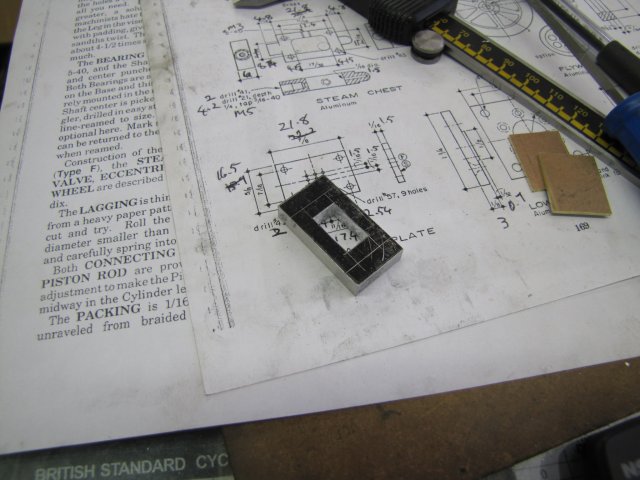
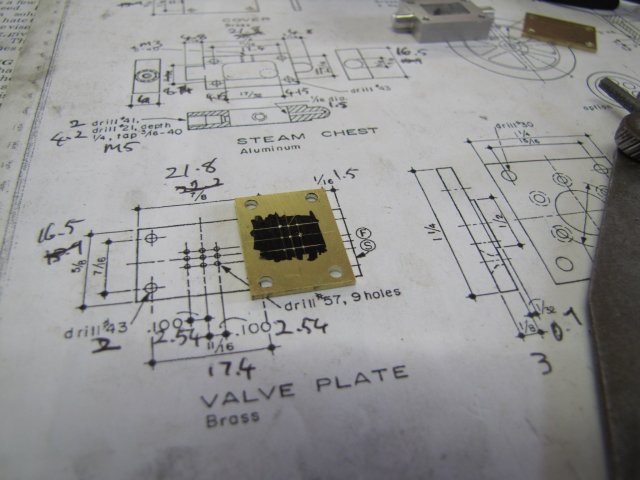
Bansdsawed off the block, and marked out for the flywheel:
For mounting in the 4-jaw chuck, a bearing outer ring is an ideal parallel:
Back on the lathe, and centering ; I REALLY need to make a pump center! :
I tied down the "parallel" with some binding wire; only really needed from keeping it flying around while drilling the center hole; after that, tailstock pressure on the workpiece will keep it down pat. If you use wire on the lathe like the, make sure all the ends are tucked away so that they wont be flying about - they are difficult to see when the chuck is revolving.
A final, but very important check. Looking all over for possible places where for example the chuck jaws could clip the lathe apron and so on; On this job, there were a lot more bits protruding from the chuck than normal for me (and that does not mean that I do most of the same checks "normally" - just some extra care on this job. Most likely culprit, the extended chuck jaws running into the apron:
First off, a center drill into the workpiece, then put in the revolving tailstock center and applied a good bit of pressure. Then some big interrupted cuts; well big for me anyway; 30 thou infeed at a time with a sharply honed HSS toolbit and the lathe on lowest non-back-geared speed. I could have cut down a lot more of the "corners" of the workpiece on the bandsaw, but my saw does not have a proper vertical operation plate, and with the blades I have available struggles to cut this thickish aluminium well. So whether in the saw or on the lathe, this is a slow job for me:
After that, I drilled and reamed the hub 6mm. With the excess parts now thinner, I bandsawed most of that off, and used
Bogs's method to turn down the rest.
Next I needed to drill some holes in the workpiece. A check with a close-fitting 6mm drill bit and one of the 3-jaw chuck's outside jaws showed that things would work just dandy for a mandrel mounted in the chuck and pulling the workpiece flat onto the jaws, but allow enough space for drilling operations:

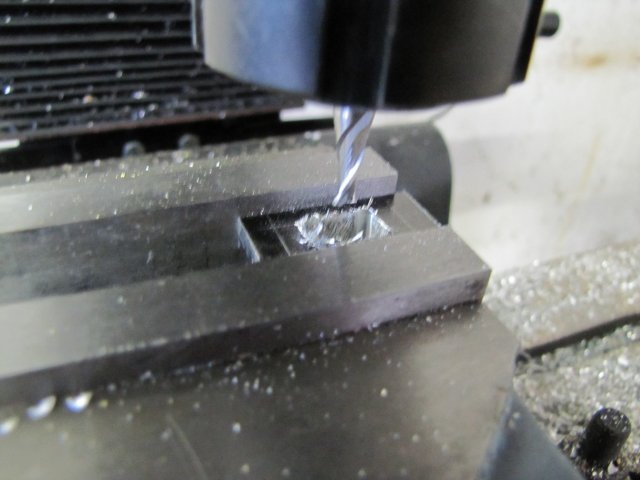
I made the mandrel by chucking some 6mm silver steel in the 3 jaw with the outside teeth mounted and the end of the rod slightly below the "depth of the jaw faces plus thickness of the workpiece". A quick drill & tap for M5 in the silver steel and a screw (preferably bolt, but I had none) and washer (crude offcut in my case) can be used to clamp the workpiece to the jaw tops. I know my 3-jaw's outside jaws are fairly concentric, so no need to actually turn the mandrel in-place, but that would be more accurate. With this lot assembled, I drilled all the holes for the corners of the spokes with the dividing head mounted on the vertical slide. Once again, I deviated from the plans a bit, and took approximations from the plans, but kept a careful eye on mirroring holes for the sides of the spokes. I just used the layout on the workpiece as an approximate reference:
Hopefully the last time I'll be abusing my dividing head as a rotary table; milling the the roundings:
Then with the same 6mm mandrel, mounted "just too low" in the milling machine vise, I could clamp down the workpiece. Some careful checking, and I found the spots where I could loosen the workpiece touch it to the side of the lowered milling cutter cranked into the outer hole and mill a straight line into the hole next to the hub:
I ended with a crude flywheel tonight; lots of cleanup still needed, but after some more it should be passable.
I wanted to have this engine running tonight, but had to give up at this point, as I was getting tired. "Tired" and "workshop" just does not mix!
Today's work very likely is not a prime example of "How to do it" - while typing up this post I thought of some alternate and possibly better ways to do things with the tools I have available, but that experimentation will have to wait for a future date. It will most likely be a slow shop week as well, and I have "work" work booked for next weekend. I wish this weekend was a day longer!
Regards, Arnold
Darn; the "Bling Fairy" didn't even visit :big:






")